


伊(yī)斯卡推(tuī)出係列(liè)新品:小(xiǎo)直徑立銑刀NAN3MILL、 雙麵大正前角車刀片ALU-P-TURN及(jí)LOG
2019-2-26 來源: 伊斯卡 作者:-
1、 夾持三角形刀片的小直徑(jìng)立(lì)銑刀NAN3MILL
伊斯卡(kǎ)拓展了其銑削係列,推出超小直徑可轉位(wèi)立(lì)銑刀NAN3MILL,90°主偏角(jiǎo)銑刀直徑範圍(wéi)為 8-10 mm,夾持三角(jiǎo)形刀片。銑刀帶90°主偏角,前沿的設(shè)計能降低切削力,實現輕快(kuài)切削,提高坡走銑(xǐ)性能。銑刀(dāo)體表麵做(zuò)了特別的單層硬塗層處理,使得排屑(xiè)流暢,使得刀體因免於腐蝕及磨損而受到保(bǎo)護。銑刀最大切削(xuē)深(shēn)度為(wéi)3 mm。單麵三角形刀片裝夾於銑刀上在徑向及軸向(xiàng)形成正(zhèng)傾角,小平麵修光刃設計得以獲取高的被加工(gōng)表麵光潔度。銑刀片由伊斯卡技術前沿的束魔技術(SUMO TEC)合金牌號(hào)製成,該技術有助於大幅提高生產率。
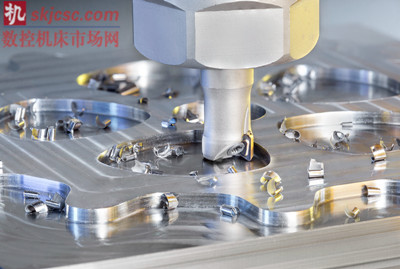
銑刀設計的關(guān)鍵要素是找到既能夾持刀片又(yòu)能防(fáng)止(zhǐ)元(yuán)件掉落(luò)的方法。新銑(xǐ)刀具有采用獨特的高剛性螺釘頭對銑刀片進(jìn)行楔形夾緊的特點,在銑刀片的轉位操作中無需完全取下夾緊螺釘(dìng),這對如此(cǐ)小的(de)元件而言非常重要;因(yīn)銑刀片非常小(xiǎo),特(tè)別的關鍵要素是將其(qí)安(ān)置於定位槽中。
全(quán)新NAN3MILL係(xì)列設(shè)計用於常見的使用整體硬(yìng)質合金立銑刀的場合。相(xiàng)比於整體硬質合(hé)金立銑刀,源於可轉位銑刀的(de)優勢(shì),新係列(liè)具有更顯著的成本效益。對(duì)於不同的工業領域的生產製造商而言,在小規(guī)格,小(xiǎo)型零部件及(jí)組件加工(gōng)中,NAN3MILL可(kě)轉位立(lì)銑刀因夾持(chí)刀片(piàn)數量多於一片而(ér)能提供更(gèng)具(jù)吸引力的解決方案。全新HM390 ETP立銑刀夾持銑刀片HM390 TPKR 0401-PCTR。
在常規采用直徑8-10 mm的整體硬質合金立銑刀銑削小尺寸表(biǎo)麵時,新的NAN3MILL銑(xǐ)刀係列為用(yòng)戶提供了可行的,經(jīng)濟的選項。在這個(gè)直徑範圍內,許多相(xiàng)競爭的可轉(zhuǎn)位銑刀解決方案齒數更少,這將對生產率及加(jiā)工穩定性帶來直接的影響。在當今市場(chǎng)上,直(zhí)徑8mm的NAN3MILL HM390 ETP銑刀是最小的多齒可轉位銑刀。
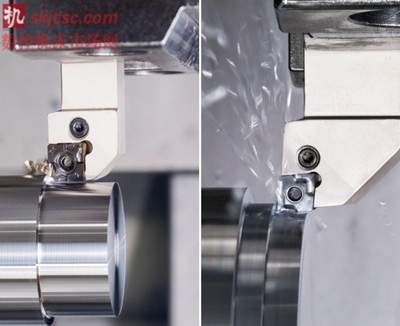
2、 雙麵大正(zhèng)前角(jiǎo)車刀片ALU-P-TURN及LOGIQ-4-TURN
伊斯卡推出帶4個切削刃的雙麵車刀片,用於替換帶2個切削刃的常規ISO標準單麵刀片頗具優勢。雙麵刀片具有(yǒu)和單麵刀片(piàn)相等的刀尖角,加工性能相近,但因切削刃數翻倍而更具附加(jiā)值。
ALU-P-TURN:
螺釘夾緊刀(dāo)片(piàn)具有超大正前角的特(tè)點以使得切削輕快,切削力低,消除積屑瘤,刀片前刀(dāo)麵拋光處理,具有鋒利切削刃。冷(lěng)卻液(yè)流(liú)經冷卻噴嘴直達刀片切削刃以最大化加(jiā)工效率。帶(dài)35°刀尖角的VNGU 2206 R3N雙麵菱形刀片設計主(zhǔ)要用於鋁輪轂的加工。CNGG 及 CNGX 雙麵刀片(piàn)用於在鋁加工中替代標準的CCGT單麵刀片。
LOGIQ-4-TURN:
LOGIQ-4-TURN 雙麵車刀片 CXMG的加工表現與(yǔ)單麵刀(dāo)片CCMT相似,從而能取(qǔ)代(dài)標準CCMT刀片;在(zài)一些(xiē)應用中,還能用於替代標準雙麵刀片CNMG。LOGIQ-4-TURN係(xì)列刀片斷屑槽設計通用於車削加工,杠杆式夾緊刀片,高壓冷卻(què)液流經冷卻噴嘴直(zhí)達切削刃以提高(gāo)刀具壽命(mìng),提升切(qiē)屑控製(zhì)性能,實現更高生產率;大正前角確保切(qiē)削力低。此外,刀片後刀麵帶(dài)有楔(xiē)形設計以牢靠地(dì)置放於定位槽中。
3、 微小直徑束魔變色龍鑽
伊斯卡束魔變(biàn)色龍鑽(SUMOCHAM)係列新增了更(gèng)小直徑的刀頭(tóu)和鑽杆,鑽(zuàn)削直徑範圍為5.0-5.9 mm。全新的SUMOCHAM刀頭直徑範圍為5.0-5.9 mm,標準刀頭直徑按0.1mm遞增。僅需兩款鑽杆(gǎn)即可涵蓋完5.0-5.9 mm直徑的刀頭,提供鑽(zuàn)深比3xD及5xD的鑽杆。

采用了IC908 TiAlN PVD納米(mǐ)塗層的ICP刀頭具有更高的耐(nài)磨(mó)性;刀頭磨損失效具有(yǒu)穩定且可預期的特點(diǎn);加工能達到IT10公差等級。DCN刀頭適配於高強度鋼質鑽杆,鑽杆帶內冷卻通孔,鑽杆尾端專為高效微量潤滑(MQL)做了特(tè)別(bié)的(de)設計。小直徑鑽杆還適用於卡簧以及SWISS瑞士自動機床。刀頭配備有特製的裝卸扳手SK DCN,因人體工(gōng)程(chéng)學設計更易於使(shǐ)用,實現快(kuài)換刀頭。
投(tóu)稿箱:
如果您(nín)有機床行業(yè)、企業相關新聞稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業(yè)、企業相關新聞稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相(xiàng)關信息

業(yè)界視點
| 更多

行業數據(jù)
| 更(gèng)多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年(nián)10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據