


伊斯卡BROACH新刀具係列使得拉削應用更普及
2018-10-11 來源:伊斯卡 作者:Yaniv Metz,產品經理(lǐ)
拉削加工(gōng)是(shì)一種應用於(yú)多種工業零件的(de)精密加工方式。拉削最常見的應用是加工鍵槽和花鍵(jiàn)。伊斯卡(kǎ)工程師們開發了一係列獨特的高精密(mì)高精度刀具,用於小批量工件的拉削加工。
1、凹鍵槽
當與專用拉削機一起使用時,拉削刀具的設計必須滿足長時間的生(shēng)產需要。伊斯卡BROACH係列刀具可以一次性完成(chéng)整個零件的加工,縮短了加(jiā)工周期,為小批量零(líng)件鍵槽加工提供高質量的解決(jué)方案(àn)。鍵槽加工在通用工程及諸如汽車(chē)、重型機械、齒輪、軍工等行(háng)業應用中越來越普遍(biàn)。
伊斯卡的拉削刀具可用(yòng)於盲(máng)孔(kǒng)或(huò)通孔的(de)加工。傳統的盲孔加(jiā)工一般都采用昂貴的電火花加工成型(EDM)。工件帶退(tuì)刀槽或十字交叉孔時,使(shǐ)用伊斯卡的拉(lā)削(xuē)刀具仍可以在數控加工中心加工出盲鍵槽。伊(yī)斯卡拉削刀具的設計具有高精度和高重複性的(de)特點,因此除了可(kě)用於(yú)加工標準被加工(gōng)材料組,還能應用於加工許多難加工材料,如鈦基合金、鎳基合金(jīn)和不鏽鋼。
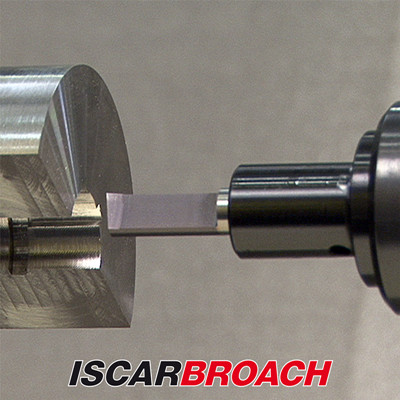
2、車床及銑床解決方案
在車床及銑床上(shàng)加工鍵(jiàn)槽的需求呈增長態勢,伊斯卡多產的研發工程師們開(kāi)發了一係列(liè)應用於高精密拉削的產品。與典型的專用拉刀相比,伊斯卡的拉削產品係列具有(yǒu)許多優勢:整個加工過程僅需一次裝夾——伊斯卡的拉削產(chǎn)品(pǐn)係列僅需(xū)一次裝夾就能(néng)完成整個零件的加工,節(jiē)省了交貨時間;高精度——與傳(chuán)統專用拉床相比,數控車床能夠提供更高的精度;更(gèng)佳的表麵光潔度——數控機床的高穩(wěn)定性保證了更(gèng)好的(de)表麵光(guāng)潔度;小批量加工——隻要會(huì)操作車(chē)床就(jiù)可以擺脫(tuō)對(duì)轉包的依賴,這對生產小批量零件而言無疑是(shì)一大利(lì)好;節約(yuē)成本——傳統的鍵槽凹槽加工需要采用昂貴的電火花或電火花線切割,伊斯卡(kǎ)的拉(lā)削產品係(xì)列為此類加工提供了更經濟、更快捷的解決方案。
3、拉削產品係(xì)列(liè)
伊斯卡已開發了兩種標準拉削產品係列。標準刀片或整(zhěng)體硬質合金拉刀均采用了IC908 PVD塗層,適用於加工絕大多數材料及加工(gōng)條件。每一產品(pǐn)係列都含有硬質合金切削刃(或刀片)或(huò)切(qiē)削刀杆以及適合的接柄:
3.1.伊斯卡XNUWB產品係列
XNUWB標準產(chǎn)品係列提供(gòng)了可轉位解(jiě)決方案,可加工直徑大於Ø22毫米的零件孔,寬度範圍為5-12mm。
3.2.伊斯卡SCB產品係列
SCB標準產品係列提供的(de)是整體硬質合金(jīn)解決方案,適用於加工直徑(jìng)大於Ø10毫米的小(xiǎo)零件孔(kǒng),寬度範(fàn)圍為5-12mm。


4、精密拉削
伊斯卡為精密(mì)拉削操作提供了以下加工小貼(tiē)士:預先加工出工件底部的退刀槽(cáo);為了更好地排出切屑,將刀(dāo)具設置在12點的位置;保持退刀時不碰到被加工材料;強(qiáng)烈推(tuī)薦使用冷卻液(yè);避免斷(duàn)續切削(xuē)。
5、用於拉削的典型(xíng)切削參數
典型(xíng)切(qiē)削參數:Vc = 4000 - 8000 mm/min, Ap = 0.02-0.08 mm
6、特(tè)殊解決方案
除標準產品係列,伊斯卡還致力(lì)於(yú)開發麵向不同拉削應用(yòng)的針對性解決方(fāng)案,如加工齒形、方孔、六邊形孔及(jí)其它幾何形狀。
許多工(gōng)業領域都使(shǐ)用拉削來加工高精密度的零部件(jiàn)。典型的拉削加工(gōng)零件包括齒輪、傳(chuán)動軸、壓氣(qì)機葉片槽、泵轉子及閥體、槽筒、鎖芯等。無論哪個領域,伊斯卡的專(zhuān)家都(dōu)能為(wéi)整個拉削過程做技術支持,以確保車間產量最大化。
投稿箱:
如果您有機(jī)床(chuáng)行業(yè)、企業相關新(xīn)聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床(chuáng)行業(yè)、企業相關新(xīn)聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

業界視點
| 更多

行業(yè)數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎(jiào)車(chē))產量(liàng)數(shù)據
- 2024年11月 新能(néng)源(yuán)汽車(chē)產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產量數據(jù)
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
博(bó)文選(xuǎn)萃
| 更多
- 機械(xiè)加工過程圖(tú)示(shì)
- 判(pàn)斷一台加工中心精度的幾種辦法
- 中走絲(sī)線切割機床的發展趨勢
- 國產數控係統和(hé)數控機床(chuáng)何去何從(cóng)?
- 中國的技術(shù)工人(rén)都去(qù)哪裏了?
- 機(jī)械老板做了十多年(nián),為何還是(shì)小作坊?
- 機械行業最新自(zì)殺性營銷,害人害己!不倒閉才
- 製造(zào)業大逃亡
- 智能時代,少談點智造,多(duō)談(tán)點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區(qū)別(bié)