


鏜銑加工(gōng)中心螺紋加工工藝研(yán)究
2018-7-16 來源:廣西柳州銀翔機(jī)械有限責(zé)任公司 作者: 龐俊貴
摘要:隨著產品市(shì)場的(de)競爭激烈,對(duì)於大型零件的(de)螺紋加工來說,傳統的螺紋車削和板牙已經難以滿足生產的需求。文章根據多年經驗以及鏜銑加工現狀,就鏜(táng)銑加工中心螺紋加工工(gōng)藝這一問題展開了論述,對鏜銑加工中(zhōng)心(xīn)加工螺紋的方法進行了分析,並對刀具的選擇和數控等環境進行了描述。
關鍵詞:螺紋加工;鏜銑加工;加工工藝;加工中(zhōng)心;刀具選擇;數(shù)控加工
在具體的加(jiā)工過程(chéng)中,常會遇到不能在車床上進行加工的零件,這時候就需(xū)要在加工中心加工螺紋。一般來說,為了提高加工的效率和質量,加工(gōng)直徑較小的零件時可以直接采用手動攻絲的方式,加工(gōng)稍微大點的零件時可以使用鏜床應用絲(sī)錐進行加工,當零件的直徑再大時就要選用鏜銑加工中心進行加工。
1、加工刀具概述(shù)
1.1 常(cháng)見刀具的選擇
在加工過程中經常見到的刀具有兩種:自製螺(luó)紋鏜(táng)刀和專用螺紋多齒銑(xǐ)刀。
其中自製螺紋鏜刀可以根據所需螺紋的特點(diǎn)利用線割床製作對(duì)應(yīng)的鏜刀(dāo)和(hé)對刀樣板。由於自製(zhì)螺紋鏜刀可以用一些廢(fèi)棄(qì)的刀具製造,而且可以根據需要(yào)進行自製,能夠加工不同種類不同牙距的(de)螺紋,達到(dào)了(le)成(chéng)本低廉且實用性較好的目的。但是也有一些不足的地方,比如:加工的效率較(jiào)低,容易出現磨損和(hé)斷刀的情況等,目前自製螺紋鏜刀一般用在小批(pī)量的生產中。專用(yòng)螺(luó)紋多齒(chǐ)銑刀的產出的零件質量(liàng)很(hěn)好,並(bìng)具有很高的效率,無論是耐磨性還是切(qiē)削速度都(dōu)可以達到生產的要求。由於刀具(jù)是組裝完成的,所以當刀片受損時可以更(gèng)換刀片以進一步的使用。但是這樣的刀具使用成本(běn)較高且具有使用的專一性,隻適用於大批量零件的(de)批量(liàng)生產。
1.2 銑刀直(zhí)徑的選擇
在選擇銑刀直徑時,我們需要綜合幾個因素進(jìn)行選擇,分別(bié)是生產效率、零件(jiàn)的加工精度和經濟性方麵(miàn)等。如果單從生產(chǎn)效率進行考慮的話,那自然是銑刀直徑越大越好,因為銑刀(dāo)直徑直接代表了刀具的剛性和加工的速度。如果從零件的加工(gōng)精(jīng)度的(de)角度出發,那麽(me)就需要選用銑刀直徑較小的,因為(wéi)銑刀直徑較小對應的(de)切削力也會較小,這樣就可以保證零件螺(luó)紋的質量,我們選用銑(xǐ)刀直徑較小的銑刀進行內(nèi)螺紋的加工時,作用明顯比選用直徑大的銑刀好(hǎo)。如果(guǒ)從經濟性(xìng)來說,就需要根據所加工的零件的實際情況進行選擇,這樣才(cái)能提高加工的效率,同時降低生產的成本.
2、螺紋(wén)的加工
2.1 鏜床上鏜削螺紋
在鏜床上鏜削螺紋的方(fāng)法其實是和普通車床上進(jìn)行螺紋加工有很多的相(xiàng)似之處的,但是二者又有一些差異。在(zài)普通車床(chuáng)上加工(gōng)螺紋會(huì)需要(yào)很多諸如掛輪和(hé)萬能鏜刀架的附件,但是(shì)在機床上鏜削螺紋時就不需(xū)要這些附件了,還可以自主(zhǔ)地設定每轉給進或者每分給進加工任意螺距(jù)的螺紋,但是這樣的加工方式也有自身的局限性。在加(jiā)工過(guò)程中,鏜(táng)床(chuáng)上鏜削螺紋所有的(de)鏜刀自製的,這樣(yàng)一來每次的進刀量就得不到保證,所以經常會(huì)出現廢品。
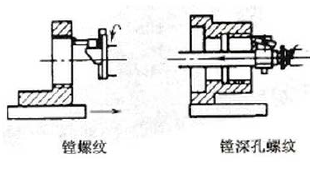
圖1
2.2 鏜銑加工中心機床上銑削螺(luó)紋
我們在加工中心常(cháng)見的加工螺紋的方式(shì)就是銑削螺紋(wén),這樣(yàng)的加工方式加工出來(lái)的(de)零件質量比較穩定,尺寸也能有(yǒu)嚴格的需要。我們都知道,銑削螺紋是通過螺紋插補來運(yùn)行的,換(huàn)言之(zhī),銑削螺紋的過程其實就是使用螺紋銑刀沿螺旋插補軌跡進行銑削加工的過程,而(ér)螺紋銑(xǐ)削的加工軌跡可分為三種:導入段、螺紋(wén)加工循(xún)環和導出段。我們在(zài)螺紋的加工時(shí),刀具的切入是需要有(yǒu)導入的而不是直接的切入,一般來說,我們會采用直線切入或者1/4圓(yuán)弧切入,需要注(zhù)意的是在切入時一定(dìng)要找準固定點再進行導入。我們完成了(le)導(dǎo)入(rù)這一工序時,可以發現刀(dāo)具就(jiù)到了加工螺紋的起點,我們也是在這裏對工件進行完整的螺(luó)紋插補加工然(rán)後進行螺(luó)紋的銑削(xuē)的。在完成了一個螺距的加工(gōng)後再重複之前的加工,直到(dào)按照加(jiā)工需求完成對應的螺紋長度,在這個過程一定要(yào)注意的是編程長度必須是螺紋的整(zhěng)數倍。我們在(zài)完成了銑削螺紋的長度後,就要使(shǐ)得刀具迅速離開螺紋(wén),以免出現了亂(luàn)扣(kòu)的現象。我們在導出和導入時,所有的性質都是一(yī)樣的,隻(zhī)不過方向相反。圖2表達了銑螺(luó)紋的過程:
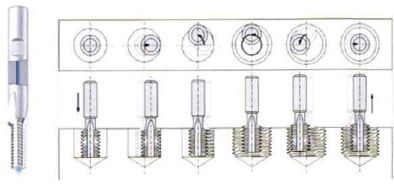
圖(tú)2 螺紋銑(xǐ)刀及其加工示意(yì)圖
2.3 銑削螺紋的優點
在傳統的螺紋加工(gōng)中,一般采用板(bǎn)牙,絲錐和車削的(de)方式。但是車削的螺紋容易受到實(shí)際生產的製約(yuē),對於大口徑的螺(luó)紋以及細長(zhǎng)軸的螺紋都很難達到要求。絲錐在攻絲過(guò)程中速度比較慢,同時由於需要進行反向的退刀,生產效率進一步降低。板牙(yá)不(bú)僅浪費人力、物力,而且生產效率很低。相比之下,鏜銑加工中心機(jī)床上銑削螺紋既不會輕易受到外(wài)物的(de)製約,同時加工效率也比較高。
在螺紋的(de)銑削過程中,由於(yú)螺紋銑刀背吃(chī)刀量小且(qiě)主軸轉速(sù)比較高,這樣一來,銑削所產(chǎn)生的鐵屑就可以迅速飛離工作麵,由(yóu)此提高了工件表麵的(de)質量。除此之外,我們可(kě)以根據實際情況來改變進給量和轉速,從而控製(zhì)工件的表麵質量。在進行銑削螺紋時,每把(bǎ)刀都具有半徑補償值(zhí),所以對於需(xū)要(yào)加工的螺紋,我們既可(kě)以一次加工完成(chéng),也(yě)可以分級地修改刀具的補償值,以進一步控製零件(jiàn)的尺寸的精確度,直到符合生產的需求。另外,在具體的(de)螺紋加工過程中,一把螺紋銑刀就可以分(fèn)別對左旋螺紋、右旋螺紋、內螺紋和外螺紋進行加工。而如果選擇絲錐或者板牙攻絲(sī),若(ruò)加工的零件的直徑不同,那麽就需要選用相應的直徑的(de)絲錐或(huò)者板牙。由此可(kě)見,螺紋銑削(xuē)受力(lì)較小且刀具的材料較好,在使用過程中磨損較(jiào)小,所以對於在複雜零件上加工螺紋的生產效率會明顯(xiǎn)高於其他的加(jiā)工方式。與螺紋銑削傳統螺紋加工方式相(xiàng)比,在加工精度(dù)、加工效率方麵具有極大優勢(shì),且加工時(shí)不受(shòu)螺(luó)紋結構和螺紋旋向的限製。它可以實現幹切削、重載切(qiē)削、難加工材料切削和超高速切削(速度達(dá)到400m/min),加工效率高,表麵粗糙度能達Ra0.4μm。它(tā)可(kě)以加工所有材料,加工具有相同螺距的任意螺(luó)紋直徑,在盲孔和通孔中操作,可(kě)以加工任(rèn)意配合、公差或位置要求的螺紋。
2.4 銑削螺紋的注意事項
在進行螺紋銑削之前,需要對刀具和刀片的大小進行合理的選(xuǎn)擇,根據實際情況來確定合理的走刀次數和合理的背吃刀量。如果確保了要一次性完成加工,那麽刀具的伸出長度就要控製好,以免因為刀具的剛(gāng)性不足而(ér)造成刀具的損傷。在加工的過程中,要避免刀具出(chū)現鬆動(dòng)的現象,要注意刀(dāo)具(jù)的冷卻,避(bì)免(miǎn)因為刀具的不斷摩擦造成損壞。最後,在銑削螺紋之前,一定(dìng)要先將螺紋的底孔加工好,當底孔的孔徑較小時采(cǎi)用鑽頭加工(gōng),孔徑較大采用立(lì)銑刀銑削或鏜(táng)刀鏜孔。
3、結語
對於一些無法在車床上進行加工的(de)複雜的螺紋加工(gōng)問題,可以選用在鏜銑加工中心來銑削螺紋。在鏜(táng)銑加(jiā)工(gōng)中心來銑削螺紋可以保證螺紋加工的質量和尺寸的要求(qiú),整(zhěng)個過程工作效率較高(gāo)且所需(xū)成(chéng)本較低,方便所有螺距的螺紋加工,具(jù)有較(jiào)高的適用範圍(wéi)。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發(fā)表(biǎo),或進行(háng)資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發(fā)表(biǎo),或進行(háng)資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
牌調(diào)查")
行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產(chǎn)量數據(jù)
- 2024年11月 分地區(qū)金(jīn)屬切削機床產量數(shù)據
- 2024年11月(yuè) 軸承出口(kǒu)情況
- 2024年11月(yuè) 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量(liàng)數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選(xuǎn)萃
| 更多
- 機械加工(gōng)過程圖示
- 判(pàn)斷一台加工(gōng)中心精(jīng)度的幾種辦法
- 中走絲線切割(gē)機(jī)床的發展趨勢(shì)
- 國產數控係統和數控機床何去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機械老板做了十多年,為(wéi)何還是小作坊?
- 機械行業最新自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造業大(dà)逃亡
- 智能(néng)時(shí)代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的(de)騰飛,要從機床
- 一文搞懂數(shù)控車床加工刀具補(bǔ)償功能
- 車床(chuáng)鑽孔(kǒng)攻螺(luó)紋加工(gōng)方法及工裝設計(jì)
- 傳統鑽削與螺旋銑孔加工工藝的區別