


1、伊斯卡盤式變(biàn)形金剛立銑刀頭用於加工凸(tū)圓弧
伊斯(sī)卡推出盤式變形金剛立銑刀頭MM GRIT。經磨製的大正前(qián)角(jiǎo)六齒銑刀頭MM GRIT采用了(le)T10螺紋(wén)接口;銑(xǐ)刀頭兩側均設計有凹圓弧,提供圓弧半徑值為1.0,2.0,3.0及4.0mm的(de)銑刀頭。
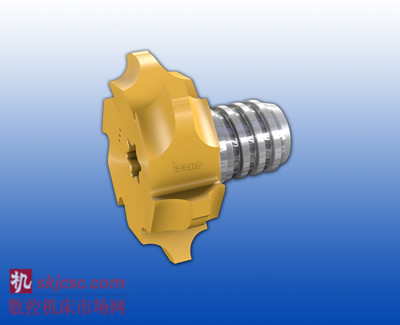
銑刀頭主要用於工件上端或下端的(de)直邊倒圓(yuán)角或(huò)圓弧倒圓角,用於倒角加工所產生的毛(máo)刺小於采用45°直刃倒角刀加工時。銑刀頭由(yóu)采用了PVD塗層的通用合金牌(pái)號IC528製成。
源於六齒(chǐ)設計,新(xīn)型銑刀頭能在非常高的工作台進給(gěi)下運行,從(cóng)而收獲更高的生產率。
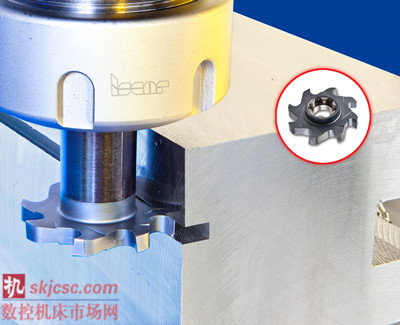
2、伊斯卡推出高壓冷(lěng)卻鋸片銑刀TGSF-JHP
伊斯卡拓(tuò)展了TANGSLIT鋸片銑刀(dāo)係列(liè),添加了(le)帶內冷卻通孔的TGSF-JHP銑刀。

冷卻液(yè)經由SW/S-JHP動(dòng)力刀柄直達(dá)每一切削刃,使得冷卻(què)更高效,有利(lì)於防止積屑瘤的生成,並顯著延長(zhǎng)了刀具壽命。對切屑的高效冷卻處置提(tí)高(gāo)了加工表麵(miàn)質量;並具有適用於冷卻壓力範圍10bar-340bar的優勢。新鋸片銑刀為高溫合金及不鏽鋼的加工提供了理想的解決方案,因切(qiē)削速(sù)度能最大提高50%而使得生產率更高。
TGSF-JHP鋸片銑刀盤直徑範(fàn)圍為63-125mm,裝夾(jiá)伊斯卡經典槽銑刀片TANG-GRIP,切槽寬度為3.0及4.0mm。提供柄部直徑為25mm及32mm的SW/S-JHP傳(chuán)動杆;套式傳動柄裝夾內孔直徑為32mm的銑刀盤。
3、伊斯(sī)卡打開T型槽銑(xǐ)的(de)邊界
伊斯(sī)卡T型槽銑刀係列(T-SLOT)新(xīn)增(zēng)補了以下銑刀頭:直徑50mm銑刀頭(tóu)帶12個有效齒,切槽寬度範(fàn)圍為4-12m;直徑40mm的銑(xǐ)刀頭,切槽寬度範圍(wéi)為7-10mm。直徑為50mm的槽銑刀頭與(yǔ)變形金剛立銑刀杆接口為SP19。用於(yú)連接(jiē)帶SP花鍵接口的刀頭與相(xiàng)應螺紋連接尺寸的標準變形金剛立銑刀刀杆(gǎn)的接口分別為SP13,SP15,SP17及SP19。
設計製作新規格刀具(jù)旨在擴展切槽寬度及切槽深度範圍,在各種工件材料的槽銑加工中具有高生產率。采用新的槽銑刀頭能實現一次進刀即(jí)可獲取對應刀頭的(de)切槽寬度,最大切槽寬(kuān)度達12mm;並增擴最大切槽深度至15mm。
硬(yìng)質(zhì)合金刀杆的采用提高了係統剛性(xìng)及加工中的動態表現從而實現高(gāo)效加工,是在大懸伸或工件夾(jiá)持剛性(xìng)弱這類不(bú)穩定的切削條件下實現槽(cáo)銑加工的重要保障因素。
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

")
- 2024年(nián)11月 金屬切削(xuē)機床產量數(shù)據
- 2024年11月 分地區金屬切削機床產量(liàng)數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據(jù)
- 2024年10月(yuè) 軸(zhóu)承出口(kǒu)情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產(chǎn)量數據
- 2024年9月 新能(néng)源(yuán)汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工(gōng)過(guò)程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的發(fā)展趨勢
- 國產數控係統和數控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪裏了?
- 機械(xiè)老板做了十多年,為何還(hái)是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大(dà)逃亡
- 智(zhì)能(néng)時代,少談(tán)點智造,多談點(diǎn)製造
- 現實麵前,國人(rén)沉默。製造業的(de)騰飛,要從(cóng)機床
- 一文搞懂數控車床加工刀具補償功能
- 車床(chuáng)鑽孔攻螺(luó)紋加工方法及工裝設計
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝的區別