


基於統(tǒng)計分析的刀具可靠性及壽命(mìng)分布模型的研究
2017-1-9 來源(yuán):江南大學機械工程學院(yuàn) 作者:錢德成,吉衛喜,堵士俊,孫斌
摘要:提出一種(zhǒng)刀具壽命分布模型的確定方法(fǎ),將P—P概(gài)率圖法的定性分析與(yǔ)Kolmogorov—Smimov(K-s)檢驗法的定量分析相結合。先(xiān)運(yùn)用(yòng)P.P概(gài)率圖法初步選出符合樣(yàng)本(běn)擬(nǐ)合(hé)要求的分布模型,再利用K-S檢驗法進行(háng)量化分析,選擇(zé)出與樣本數據擬合(hé)優度(dù)最高的分布模型。通過實例計算,驗證該方法的可行性。並在此基礎上,最終給出刀具磨(mó)損可靠度及可靠壽命(mìng)的計算方法,為實際生產中的換刀策略提(tí)供一定的理論依據。
關鍵詞:刀具壽命分布模型(xíng);P.P概率圖;K-s檢驗(yàn);刀具可靠度;刀具可靠壽命中圖(tú)分類號:TG7l;TP391文獻標誌碼:A文章編號:1671—3133(2016)02—勺134—05
0.引言
隨著現代工業(yè)的發展,自動化程度不斷提高,數控機床的使用也越發普及。作為整個機床係統的重要組成(chéng)部分,刀具是其中壽命最(zuì)為薄弱的一環,其壽命的長短(duǎn)對整個機床的可靠性有著極大的影響,因此,對刀具的可靠性(xìng)進行預測(cè)有著相當的實(shí)際意(yì)義。所謂刀具可靠性是指刀具(jù)在一定時(shí)間內、一定條件下無故障地完成指(zhǐ)定切削任務(wù)的能力。通(tōng)過對刀具的可靠壽命進行估計,可為生產(chǎn)中的換刀策略提供一(yī)定的依據,避(bì)免(miǎn)加工過程中故障的發生。
當前,國內外很多學(xué)者都對刀具可(kě)靠性進行(háng)了研究,張(zhāng)石平等.用Weibull比例危險模型描述刀具的失效故障率,可以給(gěi)出刀具(jù)可靠度、故障率、平均壽命及其下限的估(gū)計值。陳保家等舊1通過在(zài)線測(cè)量獲取加工過程中的(de)振動信號和刀具磨損數據,提出了一種基於Logistic回歸模型(xíng)的可靠性評估方法。李常有等[31基於Gamma過程對刀具壽命漸(jiàn)變可(kě)靠性進行(háng)建模,對恒定加工條件下刀具壽命的漸變可靠性進行了分析。馬春翔等H1把刀具(jù)壽命合理值視為模糊變量,根據模糊概率理(lǐ)論,提(tí)出了刀(dāo)具壽命可靠性的計算公式。盡管(guǎn)以上研究的方法、理論各不相同,但所有這些研(yán)究都對刀(dāo)具壽命的分布建立了相應的模(mó)型;並且研究者根據以往的研究(jiū)內容,總結出幾種常用的刀具壽命分布模型:正態分布、對數正態(tài)分布、威布爾分布和伽馬分布等(děng)。傅(fù)如聽”1根(gēn)據刀具的磨(mó)損情況,對前3種(zhǒng)分布模型進行了研究。
1)正態分布模型(xíng)。
正常磨損(sǔn)階段,刀(dāo)具的磨損是線性的,失(shī)效率恒(héng)定不變。對(duì)於此類失效率恒(héng)定不變的刀具,如果其(qí)離散係數小於0.4,則其磨損壽命分布可以用正態分布(bù)模型來表示。正態分布模型的概率密度函數f1(t)為:
2)對數正態分布模型。
當(dāng)刀具處於非線性磨損(sǔn)狀態下時,其刀具壽命(mìng)分布可以用對數正態分布模(mó)型來表示。一般認為,刀具前刀麵月牙窪(wā)磨損為非線性磨損,因此,由於前(qián)刀麵月牙窪磨損導致失效的刀(dāo)具,其壽(shòu)命分布可以用對數正態分布模型來表示。對數正態分布模型的概率密度函數f2(t)為:
3)威布爾分布(bù)模(mó)型。
當刀具失效率(lǜ)與(yǔ)時間有關時,認為刀具發生破損的壽命分(fèn)布服從威布爾分布。即當刀具失效率為時(shí)間函數時,其壽(shòu)命(mìng)分布可(kě)用威布爾分(fèn)布模型來(lái)表示。威布(bù)爾分布模型的概率密度函(hán)數f3(t)為:
4)伽馬分布模型。
伽馬分(fèn)布模型(xíng)是可靠性(xìng)工程中常用的一種分布模型,其模型單調、連續,適用於描述工程實際中性能逐步連續退化的過程。而(ér)刀(dāo)具磨損是一個典型的連續(xù)時間、連續狀態的性能退化過(guò)程,因此,刀具的磨損壽命分布可用伽馬分布(bù)模型來表示。伽馬(mǎ)分布模(mó)型的概率(lǜ)密度函數f4(t)為:

1.刀具壽命分布模型確定
在實際的切削加工過程中(zhōng),刀具的磨損壽命受到諸多方麵的影響:加工工件材料的硬度和剛性,加工刀具的材料和幾何參數,加工時切削參數的選擇及切削時選用的何種切削液等(děng)都會對(duì)刀具的磨損壽命產生一定的影響。因而,加工不同材料的(de)工件、使用不同的(de)刀具都會造成(chéng)刀具磨損壽命分布(bù)的不確定性(xìng)。如何確定切削加工中刀具的磨損壽命服(fú)從何種具體分布是刀具可靠性研究的關(guān)鍵問題。本文采用P-P概率(lǜ)圖法(fǎ)及(jí)Kolmogorov—Smirnov(K—s)檢(jiǎn)驗法相結合的方(fāng)法對實驗得到的刀具壽命樣本數據進行定量(liàng)分析,確定(dìng)出與樣本(běn)數據擬合優度(dù)最高的分布模型。
P.P概率圖是根據變量的累積(jī)概率對應於所指定的理論分布累積概率所(suǒ)繪製的散點圖,它可以直觀地檢驗(yàn)樣本數據是否與指定的理論分布的統計圖形一致,如果被檢測的數據符(fú)合所(suǒ)繪製的分布,則代表樣本數據(jù)的點在圖形中應當(dāng)成(chéng)對角線分布。
對於實驗所得(dé)到的樣(yàng)本數據,首先運用P.P概率圖將其(qí)分(fèn)別與常用的分布模(mó)型(xíng)進行擬合,根據擬合得到的P—P概率圖以及擬合殘差圖考察各分布的擬合優度。對於初步滿足擬合要求的(de)分布函數再采用(yòng)K.S檢驗法對其(qí)擬合優度進行進一步的定量檢(jiǎn)驗。根據K-s檢驗結果的P值(K-S檢驗中原假設成立的概率,即(jí)本文中刀具壽命分布符合該指定(dìng)理論分布的概率)
選擇出跟樣本數據擬合(hé)優度最高的一個分布模型。
2.刀(dāo)具可靠度及可靠壽(shòu)命計算
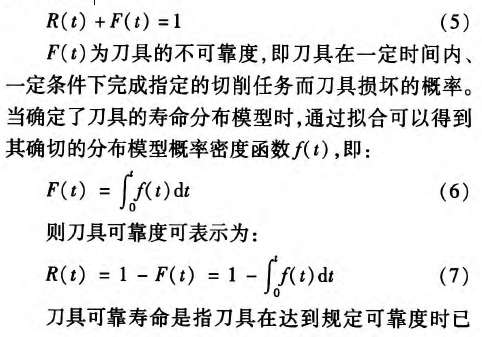
在可靠性工程中,可(kě)靠度(dù)及可靠壽命是最常用來評價係統可靠性的指標。本(běn)文的刀(dāo)具可靠度是指刀具在一定時間內、一定條(tiáo)件下完成指定的切削任務而刀具不(bú)損(sǔn)壞的概率。刀具(jù)可靠度常用尺(t)來表示。它與刀具不可靠度(刀具發生損壞的概率)F(t)之間的關係為:
3.實例計算
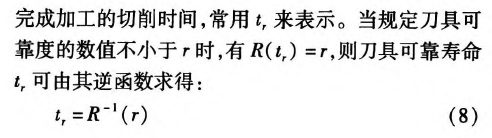
本文以江蘇某電梯零/部件生產企業電(diàn)磁製動器中柱(zhù)塞杆的一道車削加工為例來確定加工該工序時所用刀具的可靠性。在試驗中,以刀具後刀麵(miàn)的磨損量%作為刀(dāo)具磨鈍測量(liàng)基準。根據IS03685(1993)選取刀具磨鈍標準為%一=0.6mm,當測得的後刀麵磨損量%>0.6mm時,則認為(wéi)刀具已達到其(qí)磨損壽命。
3.1試驗條件(jiàn)
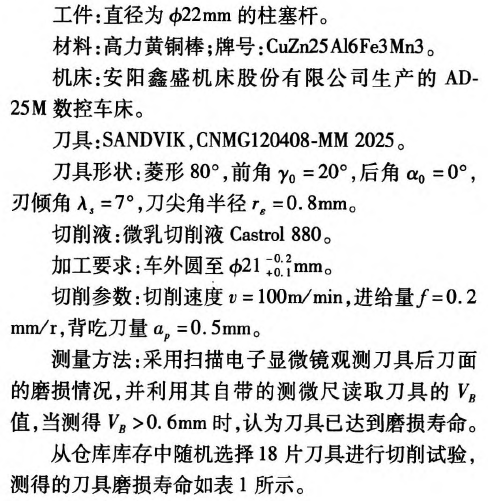
表1實(shí)測(cè)刀具磨損(sǔn)壽命
3.2刀具磨損壽命分布模型的確定
本文采用(yòng)SPSS軟件對樣本數據進行P.P概率圖(tú)分析,首先分別將樣(yàng)本數據與Beta分布、卡方分布、指數分布、Gamma分布、半正(zhèng)態分布、Laplace分布、Logistic分布、對數正態分布、正態分(fèn)布、Pareto分布、Student t分布(bù)、威布爾分布和均勻分布進行擬合並分析其(qí)P—P概率圖,其中,正態分布、對數正態分布、Gamma分布、威布爾分布、Laplace分布和Logistic分布等六種分布的P.P概率圖中代表樣本數據的點(diǎn)基本處於對角線上,即該6種分布基本滿足樣本數據的分布要求,其對應的P-P概率圖(tú)及擬(nǐ)合殘差圖如圖1~圖6所(suǒ)示。
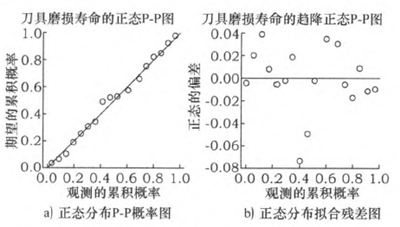
圖1 刀具磨損壽命(mìng)正態分布下的P—P概率(lǜ)圖及擬合殘差圖
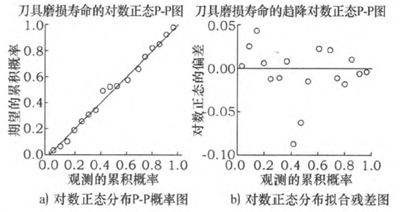
圖(tú)2刀具磨損壽命對數(shù)正態分布下的P-P概率圖及擬合殘差圖
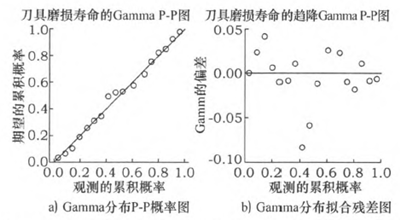
圖3 刀具磨損壽命(jamma分布卜(bo)的P—P概率圖及擬(nǐ)合殘差圖
由圖1a一圖6a所示可知,6種分布的擬合曲線均近似為對角線,皆可作為(wéi)刀具磨損壽命的(de)分布模型。但從圖1b一圖6b所示的可以看出,正態分布的擬合(hé)殘差在(一0.08,0.04)之(zhī)間,對數(shù)正態分布的擬合(hé)殘差在(一0.10,0.05)之間,Gamma分布的擬合殘差在(一0.10,0.05)之間,威布爾分布的擬合殘(cán)差在(一0.03,0.10)之(zhī)間,Laplace分布的擬合殘差在(一0.10,0.10)之間(jiān),Logistic分(fèn)布(bù)的擬合殘差在(一0.08,0.06)之間。從圖1~圖6中可以看出,對數正態分布、Gamma分布、Laplace分布和Logistic分布(bù)的擬(nǐ)合(hé)殘差範圍(wéi)均(jun1)可包含正態分布的擬(nǐ)合殘差範圍(wéi),因而,相對於這4種分布,正態分布可以更(gèng)好地(dì)描述刀具磨損壽(shòu)命的(de)分布。而威布爾分布的殘差範圍也包含於Laplace分布的殘差範圍,因此,相比於(yú)Laplace分布,用威布爾分布(bù)來描述刀具的磨損壽命分布也更為合理。在此基礎(chǔ)上,對於正態分布(bù)及威布爾(ěr)分布的擬(nǐ)合(hé)結果(guǒ)的比較,采用(yòng)K.s檢驗法對其進行進一步的定量檢驗,結果可以更(gèng)加直觀、量化地比較出(chū)這兩種分布的擬合(hé)優度大小。
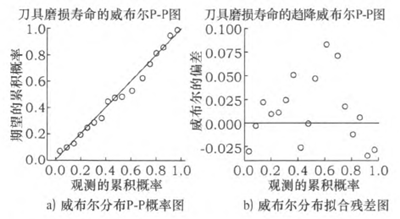
圖4 刀具磨損壽命威布爾分布下的P-P概率(lǜ)圖及擬合殘差圖
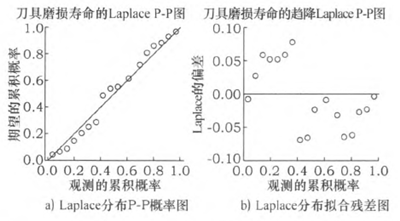
虱5 刀(dāo)具磨損壽命Laplace分布下的P-P概(gài)率圖及擬合殘差圖
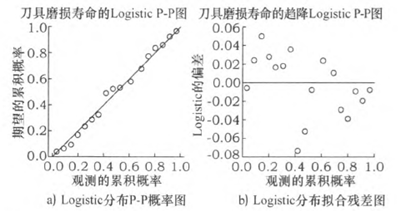
圖(tú)6刀具磨損壽命Lo百stic分布下的P-P概率圖及擬(nǐ)合殘差(chà)圖
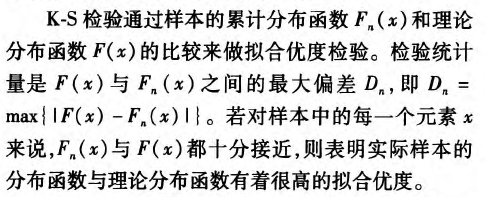
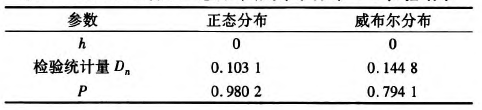
正態分布及威布爾分布對應的K—S檢驗(Maflab環境下)結果(guǒ)如表2所示。表2中h為0,表示在顯著性水平為0.05的假(jiǎ)設檢驗中樣本數(shù)據服從正態分布或威布爾分布均(jun1)可接受;檢驗統計量D。為樣本的累(lèi)計分(fèn)布函(hán)數和理論分布函數的(de)最(zuì)大偏差,由表2所示可知(zhī),正態分布的檢驗統計量小於(yú)威布爾分布,即正態分布相對於威布爾(ěr)分布對樣本數據的擬合優度更(gèng)高;P值為K—S檢驗中雙側檢驗原假設被接受的概率,即刀具壽命服從該理論分布(bù)的概率,從表2所示可以看出,正態分布的P值(zhí)遠大於威布爾分布的P值,因此可得(dé)出結論,該樣本數據(jù)與正態分布(bù)的擬合優度最高,即可認為該試(shì)驗下刀具磨損壽命分布服從正態分布。
表2 Matlab環境下正態分(fèn)布、威(wēi)布爾(ěr)分布K·S檢驗結果
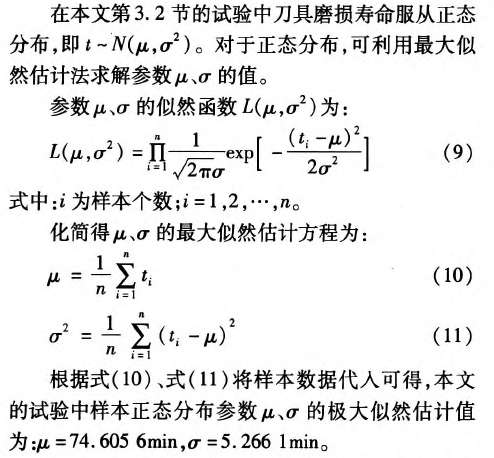
3.3刀具壽命分布模型(xíng)參數求解
3.4刀具可靠(kào)度(dù)及可靠壽命計(jì)算
在刀具壽命分布函數已知的情況下,根據式(7)可計(jì)算試驗所用刀具的可靠(kào)度(dù)R(t)為:
由式(14)、式(15)可知,當刀具磨損壽(shòu)命(mìng)達到80min時,刀具的可靠度R(t)=0.153,即該時刻(kè)刀具可靠性僅為15.3%,刀(dāo)具失(shī)效可能性較大,建議及時換刀(dāo)。當刀具可靠度為90%時,刀具的可靠磨損壽命為(wéi)67.9min,小於樣本平均壽命74.605 6min。通常(cháng)刀(dāo)具可靠度的評(píng)估標準為(wéi)R(t)=0.5,當R(t)>0.5時,即可認為刀具具有足夠的可靠(kào)度,此時,刀具的磨損可靠壽命為74.605 6min,等於樣本平均壽命。由此可以得出結論,在本文所述加工條件下,當刀具加工時間超過74.605 6min時,可認為刀具沒有足夠的可靠度,建議(yì)換刀。
4.結語
1)本文介紹(shào)了一種(zhǒng)刀具磨損壽命分布模型的確定方法,運行(háng)P.P概率(lǜ)圖法先對樣本數據進行定性分析,初步確定出符(fú)合樣本擬合要求的分布模(mó)型。在此基礎上(shàng),運用K—S檢驗法對樣本數據進行定量分析(xī),最終選擇出與樣本(běn)數據擬合優度最高的分布函數,以此(cǐ)作為刀具磨損壽命的分布模型。
2)在確(què)定(dìng)了刀具磨損壽命(mìng)分(fèn)布模型的基礎上(shàng),提出了刀具磨損可(kě)靠度及可靠(kào)壽命的計算方法並建立了相應(yīng)的計(jì)算模型,為實際生產中的(de)換刀策略提供了一定的理論依據。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
馬(mǎ)")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據(jù)
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年(nián)10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切(qiē)削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能(néng)源汽車(chē)產量數據
- 2028年8月 基本型乘(chéng)用(yòng)車(轎車)產量數據
博文選萃
| 更多(duō)
- 機械加工過程(chéng)圖示
- 判斷一台加工中心精度的(de)幾種辦法
- 中走絲線(xiàn)切割機床的發展趨(qū)勢
- 國產數控係統和(hé)數(shù)控機床何去何從?
- 中國的技術工人都(dōu)去哪裏了?
- 機械(xiè)老板做了十多年,為何還是小作坊(fāng)?
- 機械行業最新自(zì)殺性營銷,害人害(hài)己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少談點智造,多(duō)談點製造
- 現(xiàn)實麵前,國人沉默(mò)。製造業的騰飛,要(yào)從機床
- 一文搞懂數控車床(chuáng)加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計(jì)
- 傳統鑽削(xuē)與螺旋(xuán)銑孔加工工藝的區別