


鈦(tài)合金銑削加工刀具磨損有(yǒu)限(xiàn)元預測分(fèn)析
2016-12-12 來源:山東大學機械工程學院 作者:孫玉晶 孫傑(jié) 李劍峰
摘要:鈦合金Ti6Al4V因(yīn)其優良的綜合性能在航空(kōng)航天領域有著廣泛的應用。然而,在鈦合金(jīn)切削過(guò)程中,極易出現(xiàn)刀具磨損現象(xiàng)。目前尚缺乏鈦合金加工用刀具壽命預測的有效手段和方法。針對這一問題,基於刀具在銑削工作過程(chéng)中受到的熱力耦合作用,利用Fick擴散(sàn)定(dìng)律揭示了刀具擴散磨損(sǔn)機(jī)理,構建(jiàn)刀具磨損模型;利用有限(xiàn)元仿(fǎng)真軟件AdvantEdge的二(èr)次開發技術,將刀具磨損模型嵌入到有限元模型(xíng)中,進行刀具磨損的預測;進而借(jiè)助刀(dāo)具壽命試(shì)驗,驗證了刀具磨損模型的可靠性。
關鍵詞:銑削(xuē);Ti6Al4V;刀具磨損;磨損模型;有限元
0.前言
鈦合(hé)金因密度小、比強度高、耐高溫、耐腐蝕等(děng)一係列優點,廣泛應用在(zài)航空製造業中[1-2]。由於鈦合金具有變形係數小、冷硬現象嚴重、切削溫度高、單(dān)位麵積上切削力(lì)大、刀(dāo)具易磨損等特點,使其(qí)成了典型的難加工材料(liào)[3]。硬質合金因其硬度(dù)高、耐磨性好、機械強度高(gāo)、耐腐蝕性和抗氧化性好等優良(liáng)的性能而廣泛應用於鈦合金材料的加工(gōng)。然而,在鈦合金加工過程中,硬質合金刀(dāo)具易出現磨損,嚴重(chóng)的刀具磨損不僅對(duì)加(jiā)工效率和(hé)質量有較大影(yǐng)響,而且也關係到加工成本,且(qiě)目前缺乏鈦合金加(jiā)工(gōng)用刀具壽命預(yù)測的(de)有效手段和方法。因此,研究鈦合金加工用刀具的磨損模型,預測刀(dāo)具磨損量,監測刀具磨損狀態,已成為鈦合金加工研究領(lǐng)域值得關(guān)注的課題。
刀具磨損(sǔn)模型的建立是(shì)刀具磨(mó)損預測的基礎。為了能夠(gòu)定量地表示磨損(sǔn)量,國(guó)內外學者對刀具磨損機理及其磨損模型進行(háng)了大量的(de)研究,並提出(chū)了許(xǔ)多著名(míng)的刀具磨損(sǔn)預測模型, 其中包括RABINOWICZ 等[4]提出的磨(mó)粒磨損模型,USUI等[5]提(tí)出的黏結磨損模型,HARTUNG 等[6]提出的擴散磨損模型等。TAKEYAMA 等[7]提出的刀具磨(mó)損模型在考慮了黏結磨損的同時,也考慮了磨粒(lì)磨(mó)損。KITAGAWA 等[8-9]研(yán)究發現,USUI 提出的黏(nián)結磨損模型可預測前、後(hòu)刀麵的(de)磨損,並(bìng)與試驗結果吻合較好。
切削鈦合金過(guò)程中,硬質合金(jīn)刀具的磨損(sǔn)是由磨粒磨損、黏結磨損及擴散磨損等綜合的磨損機理(lǐ)導致而成[10]。許多學者研究證明,在高速條件下,對於硬質合金刀具來(lái)講,其磨損過程是一個熱敏擴散過程。MATHEW 等(děng)[11]通過利用硬質合(hé)金刀具加工碳鋼,驗證了(le)TAKEYAMA 和MURATA 學者所提出模型的正確性,研究發現當切削溫(wēn)度超過800 ℃時,磨粒(lì)磨(mó)損是可以忽略(luè)的。USUI 等[8-12]的研究發現當切削溫度(dù)超(chāo)過877 ℃時,就會出現刀具的脆(cuì)化現象的產生。MOLINARI 等[13]在近期的研究中提出了新的刀具擴散模型,此擴散模型考慮到溫度是控製擴散速率的主要因素[12, 14]。李友生等研究發現600 ℃時硬質合金刀具和Ti6Al4V在結合邊界上(shàng)發生了元素之間的擴散。
綜上所述,現(xiàn)有研究已經基本上對鈦合金(jīn)切削中刀具磨損機理達成共識,但是(shì)尚缺乏受(shòu)溫度影響的擴散磨損機理的解析闡(chǎn)述。因此,基於前人研究成(chéng)果,本文揭示了基於Fick 擴散定律的(de)刀具擴散磨損機理,構建了刀(dāo)具磨損(sǔn)模型;並且利用有限元仿真軟件AdvantEdge 的(de)二次開發技術,將刀具磨損模型嵌入有限元模型中,進行(háng)刀具磨損的預測;並(bìng)將模擬仿真結果與刀具壽命試驗結果進行對比(bǐ)分(fèn)析,驗證(zhèng)了刀具磨損模型的可靠性。
1.硬質合金與鈦合金擴散理論分(fèn)析
1.1 Fick 擴散定律
德國學者阿道夫-菲克(Adolf Fick)基於試驗總結出了各向同性介質在擴(kuò)散過程所遵循的規律:在單位時間(jiān)內通過垂直於擴散方向(xiàng)單位截麵積(jī)的物質流量(稱為擴(kuò)散通(tōng)量)與該截麵處的(de)濃度梯度成正比,即為Fick 擴散定律,可表示為如下。
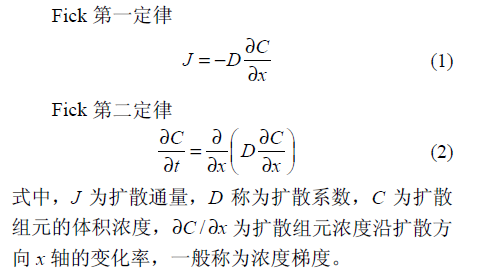
對於硬質合金與鈦合金之(zhī)間的元素擴(kuò)散,假設此擴散體係(xì)各向同性,可將其簡化為一維擴散,則擴散的數學方程(chéng)如式(2)所示。采用(yòng)分離變數法(fǎ)可(kě)以求得Fick 擴散(sàn)第二定律的一種誤差(chà)函數解


1.2 硬質合金刀具(jù)與鈦合金擴散理論分析
通過解析擴散方程,可求出擴散時間為t 時沿x 方向溶質(zhì)濃度(dù)分布的解析表達式C=C(x,t),以進行硬質合(hé)金刀具材料與鈦合金的擴散理論分析。假設有兩個截麵積相同、成分(fèn)均勻的合金塊S1和S2,如圖1 所示(shì)。合金塊(kuài)S1 中組元(yuán)i 的初始濃度為C1,S2 中(zhōng)組(zǔ)元i 的(de)初始濃度為C2,且C2>C1。將S1、S2 兩合金塊緊(jǐn)密接觸在一(yī)起,來模擬切削過程中硬質合金刀具與鈦合金接觸(chù)擴散偶。將(jiāng)此接(jiē)觸擴散偶加熱至足夠高的溫度並保溫,組元i 在(zài)濃度梯度的作用下將由合金塊S2 向合金塊(kuài)S1 中擴散(sàn)。

圖1 合金塊S1、S2 擴散偶(ǒu)示意圖
合金塊中的擴散組元在開始時是均勻分布在一個很寬區域內,符合Fick 擴散第二定律(lǜ)誤差函數解的情況。因合金塊足夠長,固態下原子擴散很慢,則認為(wéi)兩端濃度恒定。因此(cǐ)可以確定其初始(shǐ)條件(jiàn)和邊界(jiè)條件如下所示。

式(5)反映了合金塊(kuài)S1 中組元i 的濃度在不同時刻t,沿x 方向的變化規(guī)律。假設圖1 中的S2 為硬質合金刀具材料,S1 為鈦合金Ti6Al4V。對於硬質合金刀具的元素擴散現象主要是刀具中Co 元素向工件中擴散。刀(dāo)具材料中W、C 以及(jí)工件材(cái)料中Ti 元素也有相互擴散現象,但擴散程度較Co 元素(sù)低。因此,為了簡化研究,假設硬質合金刀具與鈦合金工件(jiàn)之間的元素擴散磨損隻考慮Co 元素的擴散,則對刀具(jù)材料中Co 元素的擴散(sàn)濃度表達式進行求解。因在元(yuán)素擴(kuò)散前,鈦合金中沒(méi)有Co 元素,即C1=0,式(5)可簡化為

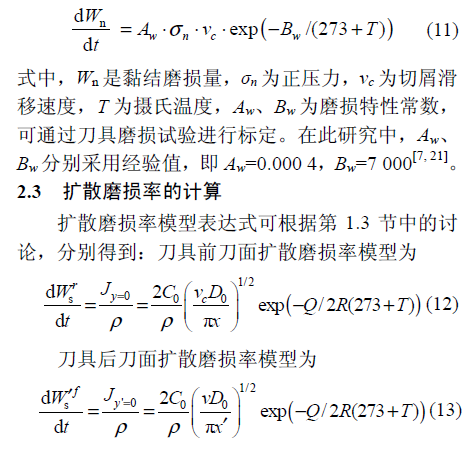
1.3 硬質合金刀具(jù)擴散磨損率模型研(yán)究
前刀麵與切屑以及後刀麵與已加工工(gōng)件的接觸區域是刀(dāo)具擴散磨損(sǔn)現象的集中區域,如圖2 所示。

圖2 切削過程中的擴散與移動單元(yuán)示意圖
圖(tú) 2 中,考慮刀具Co 元(yuán)素向工件擴散的同時,也考慮了由於切(qiē)屑與工件相對於刀具的不斷移動(dòng)而導致的Co 元素的流失(shī)。根據Fick 擴散定律及其解(jiě)的分析可得刀(dāo)具前刀(dāo)麵擴(kuò)散磨損率模型為

2.硬質合金刀具磨損(sǔn)模(mó)型構建
硬質合金刀具在切削鈦合金過程中,在切(qiē)削力、切削熱等耦合作用下,磨損過程(chéng)複雜且磨損機理相(xiàng)互作用。當溫度較低時,刀具前、後(hòu)刀麵主要磨損機理是磨粒磨損和黏結磨(mó)損;當溫度上升到一定程度時,擴散磨損和黏結磨損同時發生,極易形成前刀麵月(yuè)牙窪以及後刀麵的磨損帶(dài)。因此,闡明刀具在不同(tóng)的溫度階段下主要的磨損機理,可為監測刀具磨損(sǔn)狀態、預測刀具壽命、優化刀具結構(gòu)參數及其工藝參數提供科學合理的技術支持(chí)。基於李友生等[15]試驗研究發現當切削溫度超過600 ℃時,硬質(zhì)合金刀具和鈦合金Ti6Al4V 在結(jié)合界麵上發生了(le)元素擴散。綜合考慮熱力耦合作用對刀具磨損影響,在修正TAKEYAMA[7]以及USUI[5]刀具磨損(sǔn)模型的基礎(chǔ)上,構建了以切削溫(wēn)度600 ℃為(wéi)溫度閾值的刀具磨損模型,如式(shì)(9)所示

2.1 磨粒磨損率的(de)計算
磨粒磨損率的計算采用RAINOWICZ[18]磨粒磨(mó)損模型。當切屑流動速度為vc 時(shí),磨粒磨損(sǔn)率表達式如下

2.2 黏結磨損率的計算
黏結磨損(sǔn)率采用USUI 等[5]黏結磨損模型

3.銑削鈦合(hé)金Ti6Al4V 有限元仿真
3.1 鈦合金Ti6Al4V 材料本構模型的確定
本研(yán)究采用鈦合金(jīn)Ti6Al4V 基於Power-Law 的(de)材料本構(gòu)模型。Power-Law 模型的基本表達式為[23



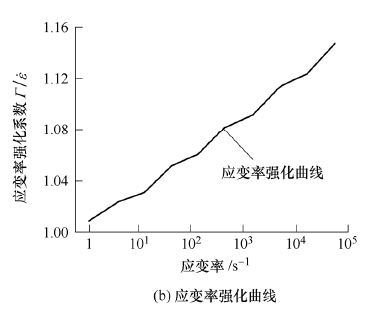

圖3 Ti6Al4V 的材料本構模(mó)型

3.2 鈦合金Ti6Al4V 材料失(shī)效模(mó)型的確定
判斷材料失效的原則是根據單元積分點處(chù)的

3.3 摩擦模型的確定
在切削過程中,刀具(jù)前(qián)刀(dāo)麵與切屑之間(jiān)以及後刀麵與已加工表麵之間存在摩(mó)擦。摩擦的大小以及分布特征影響切屑形貌、刀具磨(mó)損以及工件表麵質量完整性(xìng)等。本研究采用目前應用最為廣泛的庫侖(lún)摩擦(cā)模型描述了切削過程的摩擦關係。
3.4 二維簡(jiǎn)化銑削模型的建立(lì)
鑒於三維切削仿真較複雜,對三維(wéi)切削合理(lǐ)簡化成二維切削進行分析計算。圖4 所示為(wéi)研究采用的銑削(xuē)簡化模型。此模型將刀具進給速度等效成一個垂直於切削方向的速度,以保證在開始切入時未變形(xíng)切屑厚度最(zuì)大,而(ér)到(dào)切出時未變形切屑厚度變為零(líng)。此模型體(tǐ)現了在銑削加工(gōng)中切削厚度隨(suí)切削時間變化而改變的特點。

圖4 刀具斜向切削模(mó)型

3.5 工件和刀具的建模及其位移邊界條件的確定
對工(gōng)件和刀具(jù)結構進行精確建模,並采用四麵體單元對模型進行網格劃(huá)分,如圖5 所(suǒ)示。切削(xuē)過程中,工件(jiàn)在X、Y 方(fāng)向上的自由度受約束;刀具沿X 軸負方向(xiàng)以恒定的(de)速度對工件進行切削。在仿真過程中,網格在刀具與工件接觸區域不(bú)斷細化,以克服(fú)材料大變形引起的網格畸(jī)變問題,形成較好的切屑。工件材(cái)料為鈦合(hé)金Ti6Al4V,刀具材料為硬質合金。

圖5 刀具-工件建模及其網(wǎng)格劃分
3.6 刀具磨損過程分析子程序的編製
用戶子程(chéng)序將成為有限元模擬程(chéng)序的一部分。該子程序是在有限元模擬程序中用於計算刀具磨損量等單元變量,它在有限(xiàn)元模擬程(chéng)序中的位置如圖6 所示。
在有限元軟件(jiàn)AdvantEdge 中,首先獲得刀具與工件接觸(chù)區的穩定溫度場;然後(hòu)調用刀具磨損子程序計算並提取刀具節點(diǎn)的相關參數,包括應力、溫度等,將這些數據代到磨損子程序中計算出(chū)節點的磨損,進而根據(jù)磨損(sǔn)量更(gèng)新刀具的幾何形(xíng)貌,如此循環直至達到設定循環時間。其中,刀(dāo)具與工(gōng)件接觸區穩(wěn)定溫度場的獲取是實現有限元仿真(zhēn)的關鍵問題。在有限元軟件AdvantEdge 中,穩定溫度場是通過設置“Avg. Length of cut”來獲取,即通過設置切削路程到達總路程的百分比來獲取切削穩(wěn)定狀態,基(jī)於經驗值一般取10%。

圖6 子程序在有限元計算(suàn)中的位置
4.刀具磨損(sǔn)模型試驗驗證
4.1 試驗設計
試驗刀具:整體硬質合(hé)金立銑刀(dāo)。相關參數如表1 所示。
表 1 刀具幾何參數

工藝參數(shù):結合大(dà)量生產實踐與科學試驗中(zhōng)鈦合金高速銑削較(jiào)為常用的參數(shù),確(què)定本試驗的四(sì)個(gè)主要工藝(yì)參數如表(biǎo)2 所示。
表2 銑(xǐ)削工藝參數

試驗工件材料為(wéi)航空用(yòng)鈦合金Ti6Al4V。試驗機床為DAVEWOO ACE-V500 數控加工中心,采(cǎi)用順(shùn)銑加工方式。利用VHX-600E 大景深三維顯(xiǎn)微(wēi)係統以及Veeco NT9300 光學輪廓儀對刀具的磨損形(xíng)態進行記錄分析。現(xiàn)場加工照片如圖(tú)7 所示。

4.2 刀具磨損數值模擬結果與試驗結果對比分析
圖 8 為仿真獲得的刀具磨(mó)損結果。由圖8 可知,前、後刀麵上靠近刀尖處的磨損最嚴重,並隨著切削時間的(de)累加磨損範圍擴大,總磨損深度(dù)增加;刀具前刀麵磨損最深處發生在與切削刃有一定距離處,這與實際(jì)加工結果相符。




圖8 刀具磨損模型切削仿真結果(guǒ)
從圖 8、10 可以看出,當切削時間為60 s 時,仿真所得的後刀麵磨(mó)損寬度(dù)VB 為15 μm,試驗平均測量值為13 μm;當切削時間為120 s 時,仿真中後刀麵磨損寬度與試驗測(cè)量值基本吻(wěn)合,大約為30μm;當切削(xuē)時(shí)間為300 s 時,仿真(zhēn)中後刀麵磨損寬度VB 為55 μm,試驗平均測量值為48 μm;當切削時間(jiān)為420 s 時,仿真中後刀麵磨損寬度VB 為70μm,試驗平均測量值為65 μm。通過對仿真與試驗獲得的刀具前、後刀麵(miàn)磨損(sǔn)形貌數據對比分析(xī),可以發現刀具磨損模型能夠較好地反映切削(xuē)過程中刀(dāo)具(jù)磨損(sǔn)變化規律,並且具有較高(gāo)的預測精度。但是仿真與試驗獲得的刀具前、後刀麵磨損形貌數據並不完全相同,出現偏差的原因主要有以下幾點。
(1) 刀具材料(liào)與工件材料的組合差異。由於刀具的磨損模型的構建基(jī)於不同學者的(de)研(yán)究,而不同的研究學者所(suǒ)研(yán)究刀具和工作材料的化學成分和結構是存在差異的,因此經驗數據的選取與確定存在一定誤(wù)差,這種誤(wù)差將直接影響仿真模型的(de)精確性。
(2) 摩擦模型的簡化模型和摩擦因數的選取。在利用有限元軟件預測刀具磨損過(guò)程中,所采用的是庫侖摩擦(cā)模型(xíng),這樣盡管可(kě)以簡化刀具-切屑(xiè)接觸界麵的(de)相互(hù)作用,但是(shì)會引起(qǐ)界麵所產生的溫度及接觸壓(yā)力等(děng)物理量的變化。因為在實際的切削過程中,刀具-切屑界麵之間的相互作用是複雜變(biàn)化的(de),特別是在(zài)高溫作用(yòng)下,其(qí)界(jiè)麵作用變化很大。因此,摩擦模型(xíng)的簡化模型和摩擦因數的選(xuǎn)取對仿真模型的精確性的影響很大。
(3) 材料本構關係模型(xíng)。在此研究中,鈦合金Ti6Al4V 的本構關係的建立是基於試驗(yàn)研究,根據數據擬合所得,本構關係模型擬合精度的(de)高低也將直接影響仿真模型的精確性。
(4) 網(wǎng)格(gé)細化(huà)程度(dù)。網格精度也對仿真結果的精度有很大影響(xiǎng)。雖然仿真值與試驗值有(yǒu)一些偏差,但是它們的整體趨勢還是相(xiàng)同的。所以建立的基於溫度效應的(de)硬質合金刀具磨損模型基本上(shàng)是符合實際的,具有一定的工(gōng)程(chéng)應用指導意義。
5.結論(lùn)
(1) 基於Fick 擴散定律,討論了硬質合金刀具(jù)的擴散(sàn)磨損機理,構(gòu)建了考慮溫度(dù)效應的硬質合金刀具(jù)磨損模型。
(2) 利用有限元仿真軟件AdvantEdge 的二次開發(fā)技術,將刀具磨損模型嵌入(rù)有(yǒu)限元(yuán)模型中,確定(dìng)了(le)基(jī)於Power-Law 的鈦合金Ti6Al4V 材料本構關係,分析了材料失效模型及摩擦模型。
(3) 進行了刀具壽命試驗,並(bìng)將仿真結果與試驗測量結(jié)果(guǒ)之(zhī)間進行對比分析,結果發現刀具磨損模型可以較好地反映切削過程中刀具磨損變化規律(lǜ),並(bìng)且具有較(jiào)高的預測精度。
(4) 具(jù)有較高預測精度的刀具磨損(sǔn)模型可為(wéi)監測刀具磨損狀態、預測刀具壽(shòu)命、優化刀具結構參數及(jí)其工藝參數提(tí)供了科(kē)學合理的技(jì)術支持。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本(běn)網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本(běn)網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多(duō)相關信(xìn)息(xī)

業(yè)界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年(nián)10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新(xīn)能(néng)源汽車銷量情(qíng)況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據