


肯納金屬最新推出的 KBDM 麵銑刀
2016-11-21 來源:肯納金屬 作者:-
KBDM 刀具的調整過程非常容易,在可(kě)能(néng)情況下盡量使用光學測量(liàng)裝置,同時請勿過度鎖緊!
曾經更換過內燃發動機密封墊片(piàn)的維(wéi)修工都知道,缸蓋和缸體有光滑、平整的表麵對於其正常(cháng)的運(yùn)轉是非常必要的。汽車製(zhì)造商對此更加清楚(chǔ),他們竭力追求可控的,可預測的表麵精度等級,以及更高的生產率;同時在加工每個零件的過程中,還追求刀具壽命的最大(dà)化,以及最低的工裝成本。
很多機械師可能會想,»這有什麽大不了的?鋁材料是一種最容易加工的材料。
當然,在說到常見的 6061-T6 材(cái)料時,這種說法非常正確,但在說到汽車(chē)行業的鋁合金材(cái)料時,這種說法就完全(quán)錯誤了。舉例而言,319 牌號和 390 牌號的材料可以容易地鑄造成各種複雜形狀,從而用於生產缸體、活塞、缸頭(tóu)、皮帶輪(lún),以及其(qí)他類似的零(líng)件,但因這些材(cái)料的矽含量很高(比 6061 材料高 20-30),它們就像砂岩一樣難加工。
幸運(yùn)的是,對於這(zhè)些加工磨(mó)蝕性金屬材料的機械師而(ér)言,他們擁有比硬(yìng)質合金(jīn)刀(dāo)具更好的替代產品,這種替代刀具可加工出(chū)鏡麵一樣的精度,並且單位切削刃可加工數萬個零件。
2 - 3 μm Ra 的粗糙度(dù)很容易(yì)實現,刀(dāo)具壽命達到(dào) 40,000件缸體、缸蓋,以及其他汽車零件也同(tóng)樣容易,肯納(nà)金屬(shǔ)公(gōng)司的資深產品經理(可轉位銑刀)Tim Marshall這樣說到(dào)。
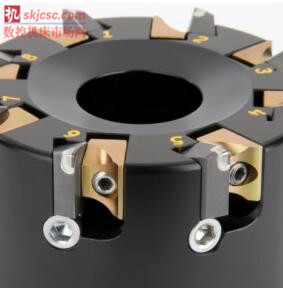
這種新型麵銑刀采用密齒鋁製刀體,楔塊夾持以及(jí)可調式設計。同時(shí)提供多種多晶金(jīn)剛石(shí)(PCD)刀片,從用於輕(qīng)型精加工的單刃刀片到整麵修光刃,標準型(xíng)刀夾刀片,以及用於重型粗加工和方(fāng)肩銑(xǐ)削的 1/2 in. (12.7 mm) 的軸向加工(gōng)刀具。
他提到的是肯納金屬公司最新推出的 KBDM PCD 端麵銑削刀具。KBDM
刀具是為大(dà)批量加工應用(yòng)而設計的,庫(kù)存標準型產品型(xíng)號為 2.5 - 8.0 in. (63 - 200mm),Marshall 同時也提到公司加工定製產品的(de)能力。»我們可以提供(gòng)直徑達 21.5 in. (550mm) 型號的定製產品。客戶因此可以加工大型零件,隻需一次走刀即(jí)可(kě)完成操作。
我們還(hái)提(tí)供整體刀杆、HSK 刀柄、左(zuǒ)旋刀具、特殊刃口處理,以及特殊刀尖等選配方案。KBDM 不僅(jǐn)僅擁有完善的刀體設計。因為汽車製造商經常加工他們自己生產的專利鋁合金材料,肯納金屬公司還開發了兩種(zhǒng) PCD 材質刀片作為補充:KD1400采用(yòng)金剛石小晶粒設(shè)計,具(jù)有卓越的抗崩刃和(hé)耐磨損性能;KD1425 采用金剛石大晶粒設計,因此具有卓(zhuó)越的耐磨損和熱(rè)穩定性能(néng),但在抗崩刃性(xìng)能方麵表現略(luè)遜。兩種材質都可采用極高的切削參(cān)數 -取決與(yǔ)合金材(cái)料和刀具總成的剛性;肯納金(jīn)屬公司建(jiàn)議將初始切削速度設置為(wéi) 3280 ft/min
(1000 m/min),每齒進給率設(shè)置為 .004 in.(0.01 mm),盡管可(kě)以顯著提高這兩個(gè)參數。
一家大型機(jī)床製造商為我們進行了切削測試,與幾(jǐ)種競爭性(xìng)產品進行了(le)對比,»Marshall這(zhè)樣說到。我們使用了一個 24 齒,直徑為 6.0 in. (150 mm) 的麵(miàn)銑刀,徑向吃刀量為80%,軸向切深為 1mm,進給率(lǜ)為 0.006 in. IPT (0.15 mm) 切削速度為 9600 ft/min (2926m/min)。轉速為 6112 rpm,工作台進給率為 880 IPM (22,350mm)。加工速度(dù)非常快。即使在(zài)這樣快速的情況下,KBDM 還是加工出了 14.7 Ra的表麵粗糙度,比其它刀具提高了(le)好幾個點。
Marshall 建議在安(ān)裝前(qián)對 KBDM 進行預設,可以使用一個光學或視頻測量裝置。在調整螺釘和(hé)鎖緊螺釘(dìng)部位,及刀窩的楔塊側麵應施加少(shǎo)量潤滑油脂。轉動軸向調整螺釘,直至刀片位於最終設置高度 .0004 - 0.0006 in.(0.010 - 0.015 mm) 以下位置,然後使用 31 in/lb (3.5Nm)扭矩擰緊鎖緊螺釘。- 請勿過(guò)度擰緊 -然後將每個刀片調整(zhěng)至其最終高度位置。如果使用修(xiū)光刃,可以將(jiāng)其設置為比其他刀片(piàn)高出0.0006 - 0.0008 in. (0.015 - 0.020 mm) 的位置。設置過程非常簡單,»Marshall說到。
可以很容易的調整至兩三微(wēi)米(mǐ)的精度範圍內。這是成(chéng)功完成端麵銑削加(jiā)工的關鍵(jiàn)之一,不僅僅是(shì)為了在高速主軸上有正確的平衡設置,這種操作還可實現預期的粗糙度 當你在對缸體或缸(gāng)蓋的(de)結合(hé)麵進行精加工時,這(zhè)兩點都非常關(guān)鍵(jiàn)。

多種規格的 KBDM PCD刀(dāo)片可提供,用以滿足不同切深需求。此處顯示的是適合精加工的小型PCD焊刃刀片。
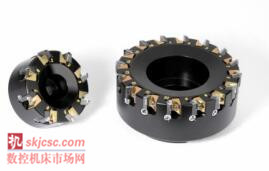
庫存 KBDM 標(biāo)準型產品的型號範圍為 2.5 - 8.0 in. (63 - 200 mm), 還可提供直徑達 21.5 in.(550 mm) 的定製產品。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

