


在CCMT2016,來自國外的刀具廠商伊斯卡、瑪帕、藍幟、三菱、泰珂洛、號恩、翰默、京瓷、雄克,來自(zì)國內工具行業的株鑽、成量、哈量(liàng)、哈一工、大連遠東、成都工研所、贛(gàn)州澳克泰、蘇州阿(ā)諾、無錫方寸、蘇州(zhōu)銻瑪、北京沃爾德、常(cháng)熟萬克、常州富力、成都鋒宜、哈(hā)爾濱中天、綿陽綿工、寧波三韓、無錫泰諾(nuò)、株洲科力特、浙江上優、無錫斯(sī)米卡,以及代理商尚(shàng)亞等數十家(jiā)企業組成了本屆展會工具展區的主(zhǔ)要陣(zhèn)容。本文僅就本屆CCMT工具展區(qū)的重(chóng)點新品和技(jì)術(shù)水平簡述如下。
一、車到
不(bú)少廠商(shāng)在CCMT2016展出了新的(de)車刀材質、車刀片槽型或車刀結構。
伊斯卡展出的車刀新品中可以說是以上三者兼而有之。在材質方麵,伊(yī)斯卡展出了適用於加工不(bú)鏽鋼(gāng)材質的(de)IC6025(圖1)、用於高溫合金車削及切槽加工的硬質合金牌號IC806和IC804(圖2)。
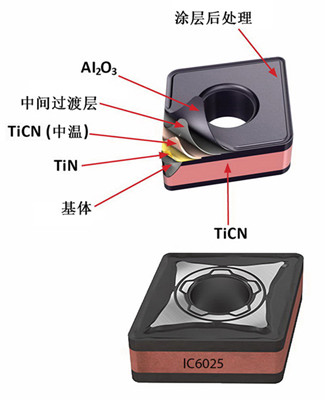
圖1 伊斯卡的IC6025
IC806在(zài)超細晶粒基體(tǐ)上進行氮鋁鈦(tài)(TiAlN,PVD)塗層並進行束魔塗(tú)層後處理,具有更加出色的耐磨性,顯著提高了刀具壽命和可(kě)靠(kào)性;而IC804是在其未塗層材料(liào)IC4上進行氮(dàn)鈦鋁(AlTiN)塗層並(bìng)進行了特殊的塗層後處理,刀具壽命和可靠性(xìng)得以顯著(zhe)提高。兩者相比(bǐ)較,IC804的耐磨性更高而IC806的韌性稍好。

圖2 伊斯卡的IC806(左)和(hé)IC804(右(yòu))
三(sān)菱材料也展出了(le)兩(liǎng)種用於車削的材料,即被稱為“開天塗(tú)層”的UE6120(圖3)和被稱為“辟地塗層”的MP735。
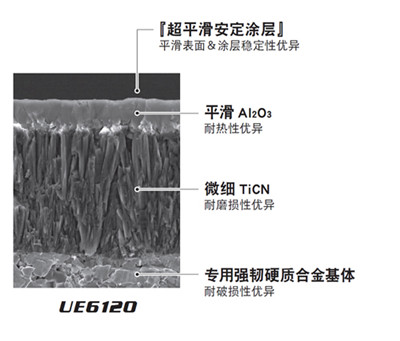
圖3 三菱(líng)材料的UE6120
國內硬質合金刀具的領軍企業株(zhū)洲鑽石在本屆CCMT展出了其數控刀片牌號體係的全新構架,在切削材質方麵包括了YB7315(圖4)、金鑽YB9320和銀(yín)鑽YB6315。
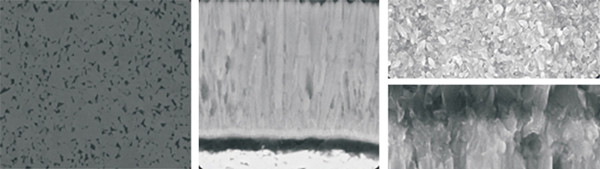
a)全新的基體 b) 超(chāo)細晶塗層 c) 晶核預植Al2O3生長技(jì)術
圖4 株(zhū)洲鑽石(shí)的YB7315
贛州澳克泰(tài)則在本屆展(zhǎn)會上展出(chū)了(le)其AC150P材質。AC150P基體材料采用特殊改性技術,其組織均勻、性(xìng)能穩定、高溫條件下抗軟化性能較優;采用特殊的塗層後處理工藝,延長刀片的使用壽命(mìng),提高工件的光潔(jié)程度。
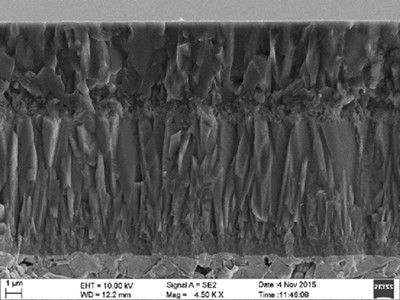
圖5 贛州(zhōu)澳克泰AC150P的電鏡掃描(miáo)
在車刀的斷屑槽形方麵,總能見到一(yī)些不仔(zǎi)細看難以發現的(de)新槽形。這次伊斯卡展出的車削鋼件的(de)槽型由(yóu)粗到精分(fèn)為R3P、M3P和F3P三種(圖6)。
a )刀片外形 b)槽型解(jiě)析
圖6 伊斯卡F3P鋼件精加工(gōng)槽型
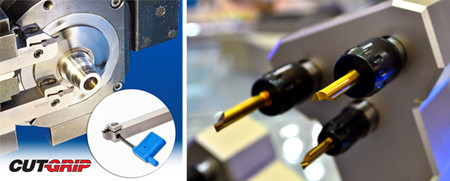
在小零件的切槽車刀上,伊斯卡(kǎ)推出了許多有新意的產品。由於尺寸小、結構緊湊,這方麵原本可選刀具不多,新技術應用也少,伊斯卡的新產品(pǐn)為小零件(jiàn)車(chē)削提供了更多選擇(zé)。圖7是伊斯卡的瑞士自動車床高壓冷卻係列(liè),冷卻液直達(dá)刀片切削(xuē)刃。
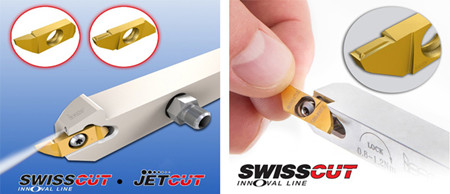
a)高壓冷卻 b)壓製斷(duàn)屑槽的高效切槽刀片
c) 切槽刀的側麵鎖緊機構 d)PICCO ACE BH夾頭
圖7 伊斯卡的瑞士自動車床用刀具係列
伊斯卡在重型切斷車刀(dāo)方(fāng)麵(miàn)也展出了新產品。
考慮到重型切槽(cáo)即重型車削-切槽加(jiā)工中刀具切削區域部位(wèi)最易受損,伊斯卡設計出(chū)一款(kuǎn)獨特的刀夾(見圖8下方的大圈),這種重型(xíng)切槽刀具更換時(shí)隻需更(gèng)換刀夾而不是更換刀體或刀板。

圖8 伊(yī)斯卡的(de)DOVEIQ GRIP
二、銑刀(dāo)
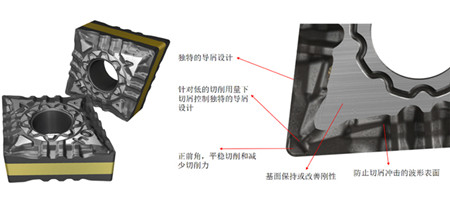
在銑刀方麵(miàn),首(shǒu)先要介(jiè)紹三菱材料的可(kě)轉位銑刀WSX445(圖9)。這種銑(xǐ)刀的特點是雙麵(miàn)刀片卻可以有大前角和多個有效的切削(xuē)刃。這種設計對於導屑產生了正麵的影響,切屑的卷曲更為合理,不易損傷未經使用的其它切削刃。

a)WSX445銑刀 b)刀具前角
圖(tú)9 三菱銑刀WSX445
要介紹的第二種銑刀是三菱材料的高效精加工用麵銑刀FMAX(圖10)。這種銑刀有三個技術(shù)特點:第一是鎖緊機構,第二是調節機(jī)構,第三是冷卻結構,刀體上安排了接近沿前刀麵噴(pēn)出的冷卻液噴孔,能有效防(fáng)止前刀麵上產生粘屑。
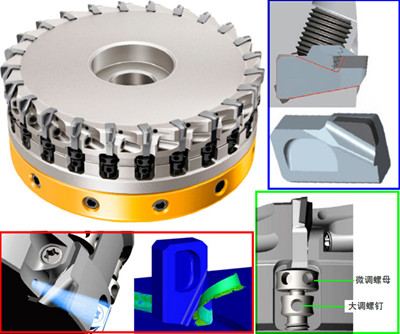
圖10 三菱(líng)FMAX銑刀(籃框為鎖(suǒ)緊機構,綠框為調節(jiē)機構,紅框為冷卻結構)
瑪帕(pà)公司(sī)也(yě)展(zhǎn)出了具有新(xīn)結構的裝金剛石刀片的麵銑刀(dāo)FlyCutter和EcoMill-Blue(圖11)。主要應用於小主軸(如BT30)的FlyCutter刀盤采(cǎi)用鋁(lǚ)製刀體(tǐ)以減(jiǎn)輕刀盤高速旋轉時的轉動慣量,同時在刀齒前方去除相當一(yī)部分(fèn)刀體,這樣既利於進一步減(jiǎn)輕刀重和轉動慣量,也(yě)利於切削時的容屑,保(bǎo)證在刀齒脫離切削區間前不至於發(fā)生容屑空(kōng)間被堵塞的情況,確保加工的安全性。EcoMill-Blue則在刀(dāo)夾上設置了小的臨時容屑空間,工件(jiàn)表(biǎo)麵沒有切屑殘留,使得後麵的清洗工序非常簡單易行。

a)FlyCutter b)EcoMill-Blue
圖11 瑪帕的兩款PCD麵銑刀(dāo)及其刀夾
伊斯卡則推(tuī)出了HELIDO 800銑刀(dāo)(圖12)、旋風槽銑刀和英格索爾銑刀。HELIDO 800銑刀在同一(yī)個刀體上既可裝切深較大的方形刀片,也可裝切深稍小但刀刃數翻倍的八角形刀片。

圖12 伊斯卡的HELIDO 800銑刀
德國藍幟展出了其旗下基寧格的新型仿形銑削刀具CopyMax2(圖13)。CopyMax2帶有二個全功(gōng)能切削刃,當第一個切削刃磨損時,該刀片可以(yǐ)轉位(wèi)並重複使用,且和第(dì)一(yī)個切削刃具有相同的刀(dāo)具使用壽命。

圖13 藍幟的CopyMax2銑刀
號恩公司(sī)展出了其微徑立銑刀係統DS(圖14)。新(xīn)的(de)立銑刀係列產(chǎn)品具有更優的(de)幾何結構,可提供(gòng)超(chāo)精(jīng)細的表麵質量。

圖14 號恩的(de)微直徑銑刀
三、孔加工刀具
在孔加工刀具方(fāng)麵(miàn),大連(lián)遠東用其收購的(de)美(měi)國克利夫蘭品牌展出了各種高速鋼專用鑽頭。
伊(yī)斯卡(kǎ)的IQ變(biàn)色龍鑽700係(xì)列(圖15)也令人矚目。該係(xì)列設計獨特,通過硬質合金刀頭開槽部位彈性變形實(shí)現自鎖緊,無需任何其他鎖緊螺(luó)釘等配件。

圖15 伊斯卡的IQ變色龍鑽700係列
尚亞則展出了來自MILLER的三刃鑽Tritan-Drill(圖16)。據稱具有高定心性,適用於貫穿孔和破孔的加工;通過修磨橫刃,降低切削力和加工(gōng)熱(rè)量。

圖(tú)16 MILLER的Tritan-Drill三刃鑽
近來,3D打印成為製造業的(de)一個熱門(mén)話題。許多人對包括(kuò)3D打印在內的增材製造對應用於減材(cái)製造的(de)刀具行業會產生(shēng)何種影響憂心忡忡。瑪帕展台上的2個產(chǎn)品給了我們一種回答:3D打印並不是搶了刀具的“飯碗”,而是可(kě)以用(yòng)來製造我們原本很難製造的刀具,從而豐富了刀具的品種規格。圖17是瑪帕3D打印(yìn)的可換頭鑽頭QTD。運用3D打印(yìn)技術,使(shǐ)螺(luó)旋內冷孔甚至螺旋異形內冷孔(圖17右上角小圖左側為三角形內冷(lěng)孔)的加工難題迎刃而解。

圖17 瑪帕采(cǎi)用3D打印的可換頭鑽(zuàn)頭QTD
複合材料加工是近年來增長較快的行業之一(yī)。瑪帕在本屆展會上展出了不少複材(cái)加(jiā)工刀具。由於複材加工是(shì)一個較(jiào)新的領域,許(xǔ)多刀具用戶和服務商對複材的了解還不夠全麵。瑪帕展出的(de)複材用冠齒鑽(即可換頭鑽頭)能夠簡(jiǎn)化複材的(de)刀具使用,一般無需刃磨,在(zài)鑽頭切削刃磨鈍後更換齒冠(即頭部)就能再次進入加工過程。
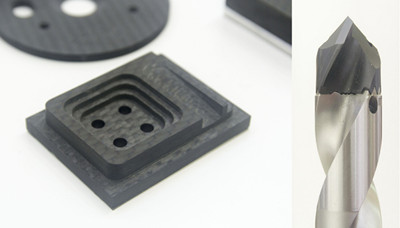
圖18 瑪帕展出的(de)複材工件和加(jiā)工複材的可換頭鑽(zuàn)頭
瑪帕還展出了(le)一種用(yòng)於複合材料鑽孔的(de)套料鑽。對於這種套料鑽(zuàn),瑪帕解釋說(shuō),這並不是因為用(yòng)戶需(xū)要節約材料、減少切削功率、留下芯部以供取樣等采用常規套(tào)料鑽頭的目的,而是為了減少切屑。
無錫方寸展出了一種正在申(shēn)請實用新型(xíng)專(zhuān)利的粗鏜刀,利用(yòng)了傾斜齒分力作用(yòng),合理地將切削抗力按設計方向傳遞(dì)至鏜刀體,減少了切削抗力對模塊間定(dìng)位的影響,從而提高了鏜(táng)刀在切削過程中的穩定性。
上(shàng)海(hǎi)鬆德也展出了他們的微米級鏜刀(dāo)和減振鏜刀(圖(tú)19)。將微米級鏜刀的(de)調節精度提高(gāo)到每格半徑(jìng)0.5m直徑1m。該(gāi)產品(pǐn)獲得了(le)中國機床(chuáng)工(gōng)具工業協會頒發的“CCMT 2016春燕獎”。

圖19 上海(hǎi)鬆德的微米級鏜刀
上海鬆德展台上另一個引人注目(mù)的產品是減振鏜刀,有效解決了長(zhǎng)懸伸刀具切削振(zhèn)顫問題,特別是在深孔加工中的減振鏜刀應用最為廣泛。上海鬆德研究了動力減振技(jì)術和阻尼減振技術,設計開發(fā)了獨(dú)特的有阻尼(ní)減振係統及其結構形(xíng)式(shì),有助於精確(què)地將刀具振動的振幅快速減至最低;同時研究了切削振顫控製技術,便於準確地確定不同領域的振動類型,有效控製這(zhè)些振動。
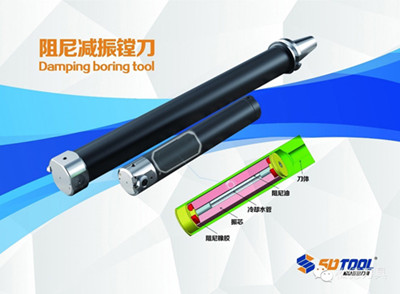
圖20 上海鬆德的阻尼減振鏜刀(dāo)
四、螺紋、齒輪(lún)加工刀具(jù)
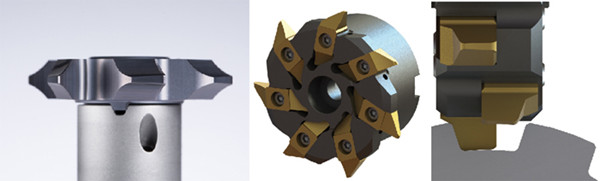
在螺紋刀具方麵,伊斯卡展出了帶10個切削刃(rèn)的IQ五角雙頭螺紋刀(圖21)。伊斯卡介紹說,該刀片采用了其通用合金牌號IC908,螺紋刀片壽命顯著延長;相比於常見的三刃平裝螺紋刀片,該刀片增加(jiā)了切削刃數量;刀(dāo)體設計有內冷卻通道,既適用於常規冷卻加工,也適用於高壓冷卻加工;刀片(piàn)轉位簡捷方便(biàn),操作者不需完全取下刀(dāo)片鎖緊螺釘(dìng)即(jí)可在機床上進行轉位(wèi)操作(不包括換麵),故可實現“無停機時間”。

圖21 伊斯卡IQ五角雙頭螺紋車刀(DECA-IQ-THREAD)
蘇州銻瑪展出了一種石(shí)油閥門(mén)專用螺紋銑刀。銻瑪介紹說,用於石油閥門零件的刀具尤其要能夠適應惡劣的工作環境,確(què)保安全可靠。在這種工況(kuàng)下,螺(luó)紋銑刀必須克服跳動大和振動大的困難,才能確保銑(xǐ)刀在切削過程中不崩刃和斷刀,加工出來的螺紋也不會有喇叭(bā)口的現象(xiàng)。
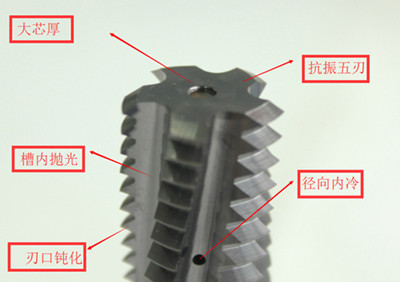
圖22 蘇州銻瑪的石油閥門專用(yòng)螺紋銑刀結構
成都成量工具(jù)展(zhǎn)出了其開發的3種專用絲錐。第(dì)一(yī)種是汽車輪轂專用絲錐,第二種是針對加工奧氏(shì)體(tǐ)不鏽鋼等難加工材料而設計的專用絲錐,第三種是針對淬火後材料硬(yìng)度達到45~52HRC的高硬鋼加工(gōng)的絲錐(zhuī)。

a) 汽(qì)車輪轂專用絲錐 b)奧氏體不鏽鋼專用 c)高硬鋼(gāng)專用
圖23 成都成量(liàng)工具的3種專用絲錐
在齒輪刀具方麵,德國藍幟展(zhǎn)出(chū)了(le)滾刀-倒角複合刀,此刀具可以根據齒輪加(jiā)工的要求設(shè)計為粗滾、倒角和精滾或粗滾、倒角,精滾刀的(de)加工精度最高可達IT6-7級,可取代原有的剃齒工藝,同時倒角(jiǎo)加工效率比原工藝(yì)提高30%,而且省去了倒角機的投入,大大降低了生產成本和設備投資。這款刀具既適用於加工汽車工(gōng)業的小模數齒輪,又(yòu)適用於風電(diàn)、建築、起重機、軍工等行業(yè)大模數多(duō)齒數(shù)的齒輪加工(gōng)。

圖24 藍幟的滾-倒刀(dāo)具(jù)係統、加(jiā)工狀況及結果
哈一工也展出了(le)可轉位齒輪滾刀,采用模塊裝配式(shì)結構,由多片(piàn)刀(dāo)夾模塊及兩側法蘭盤(pán)組裝成一件滾刀。適用於留磨或磨前大模數齒輪的高(gāo)速、高效(xiào)加工。
除了可轉位齒輪滾刀,哈一工也展出了可轉位齒輪銑刀,包括可轉(zhuǎn)位(wèi)齒輪粗(cū)銑刀、可(kě)轉位(wèi)半精切齒輪銑刀(dāo)和可轉位精切齒輪銑(xǐ)刀。
德國號恩這(zhè)次也(yě)展(zhǎn)出了一款齒輪銑(xǐ)刀,與其盤(pán)形(xíng)鋸片(piàn)銑刀類似的結構,分為頭部整體式、多齒單排和多齒雙排幾種。
a)頭部(bù)整(zhěng)體式 b)多齒單排 c)多齒雙排
圖25 德國號恩的齒輪銑刀
五、成形加工刀具
成形(xíng)加工刀具是(shì)刀具廠商提(tí)供解(jiě)決方案的重要(yào)特征(zhēng)之一。在CCMT2016展會上,不少廠家尤其是國內刀具廠商展出的成形刀具頗為(wéi)令人欣喜。
哈一工(gōng)展出了可轉位轉子槽銑刀和(hé)可轉位榫槽拉刀。前者是一款專業化極強的(de)專(zhuān)用配套刀具,是加工大型電機各(gè)類轉子槽最理想的刀具(jù)。後(hòu)者通(tōng)用性強,拉削槽型為矩(jǔ)形,適用於對鍵槽或榫槽等(děng)成(chéng)型槽(cáo)的粗拉削,尤其適(shì)用於(yú)汽輪機行(háng)業的榫槽拉削。
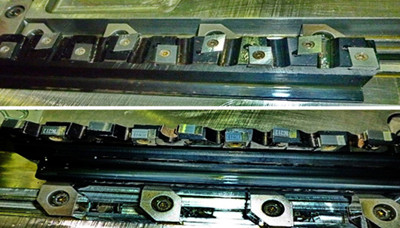
圖26 哈一工的可轉位榫槽粗(cū)拉刀
蘇州阿諾展出了其曲軸、連杆的整(zhěng)體刀具解決方案和用於發(fā)動機缸蓋、液壓閥塊(kuài)加工的成形刀具。在阿諾的曲軸整(zhěng)體刀具解決方案中,30倍長徑比的超(chāo)長整體硬質合金鑽頭(tóu)特別引人(rén)注目,已經達到與國外類似(sì)的高水平。阿諾還展出了另(lìng)外幾種有優勢的產品。
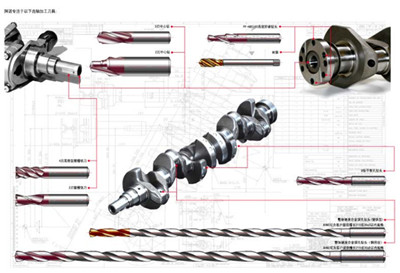
圖27 蘇州阿諾的曲軸整(zhěng)體刀具解(jiě)決方案
無錫方寸也展出(chū)了多款成形刀具。圖28是為柴油機高壓(yā)共軌係統零件“軌”提供解決方案的案例,包括了套車(chē)外圓及平(píng)麵、銑外螺紋和套車零(líng)件的(de)回油口。通(tōng)過成形和複(fù)合,減少了加工時間和換刀(dāo)時間,用(yòng)戶的加工效率大(dà)為提高(gāo),經濟效益較為顯著。

圖28 無錫方寸用於柴油機高壓共軌係統零件“軌”的解決方案
六(liù)、工具係統
在工具係統方麵,德國翰默展出了帶安全鎖(SafeLock)的飛瀑(Cool Flash)刀柄。幾年內,翰默先後推出了能防止刀具(jù)從夾頭中拔出的(de)安全鎖技術刀柄和以貼近刀具噴射切削(xuē)液為特征的飛瀑冷卻刀柄,本屆CCMT上展(zhǎn)出了將這(zhè)兩項技(jì)術結合在一起的刀柄(bǐng)。

圖29 德國翰默(mò)帶安全鎖(suǒ)的飛瀑刀柄(bǐng)
瑪帕和尚亞則展出了采用3D打印的液壓(yā)夾頭。對於3D打印液壓夾(jiá)頭的經濟性(xìng),瑪(mǎ)帕表示,由於他們(men)的3D打印處於日夜(yè)連續生產的模式,成本不很高,其售價與傳統製造的液壓夾頭相比相差不大。
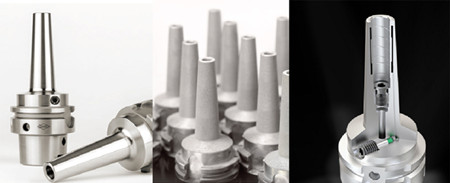
圖30 采(cǎi)用3D打印的液壓夾頭
洛陽信成是國內拉釘(dìng)專業廠商(shāng)。本(běn)次展會展出的(de)拉釘除了包括我(wǒ)國標準、國際標準、德(dé)國標準、美國標準、日本標準等相對大路的(de)產品外,還有馬紮克(kè)、三(sān)井係(xì)列拉釘、韓國三星臥式加(jiā)工中(zhōng)心拉釘和德國巨浪機床專用拉(lā)釘。
(中國機(jī)床工具工業協(xié)會工具分會 楊曉執筆)
如果您有機床(chuáng)行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com

調查")
- 2024年11月 金屬(shǔ)切削機床產量數據(jù)
- 2024年(nián)11月 分地區金屬切削機床產量(liàng)數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車(chē)產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分(fèn)地區金屬切削機床產量(liàng)數據
- 2024年10月(yuè) 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用(yòng)車(轎車)產量數據