


上海, 2016 年 04 月 - 在金屬切削加工中,刀具會使工件材料變形,並以切(qiē)屑形式(shì)將其剪切(qiē)下來。變形過程需要大量的力,刀具會承受多種機械、熱、化學和摩擦(cā)負荷(hé)。一段時間過(guò)後,這些負荷最終會導(dǎo)致刀具由(yóu)於磨(mó)損過於嚴重而必須更換。通過恰當地預測刀具壽命,製造商(shāng)可以根據刀具磨損情況(kuàng)精確地規劃金屬加工工藝,並因此控製成本,以及避免由於意外的(de)刀具行為或不可接受的工件質量而(ér)造成意外停機。
於是,一個多世紀以來,科學家和工程師們建立和測試了數學模型並考慮到刀具所受到的力,以估算(suàn)預期的刀具壽命。很多這樣的模型都重點關注特定刀具在某(mǒu)些材料和(hé)加工中的性能,並通過(guò)簡單的公式和重複性測試(shì)獲得有效的刀具(jù)磨損情(qíng)況預測。但可以(yǐ)應(yīng)用(yòng)於多種工件材料和刀具(jù)的廣義模型更適合工業應用(yòng)。這些模型(xíng)考慮到了多(duō)種刀具磨損因素,因(yīn)此它們的數學複雜性也隨著所考慮因(yīn)素的數量而(ér)相應增大 - 因素越多(duō),計算越複雜(zá)。
盡管通過手寫數學公(gōng)式(shì)和手工計算即可對簡單的刀具壽命等式進行求(qiú)解,但仍然需要在生產環境中花費適量的時間,利用當今的計算機分(fèn)析來對複雜(zá)模型的等(děng)式(shì)進行求解。數字計算非常可靠(kào),但製造商應當對結果保持(chí)批判態度(dù),尤其是在加工高級工件(jiàn)材料和使用極端加(jiā)工參數時(shí)。整體而(ér)言,刀具壽命模型的發展過程將學術理論和實(shí)際應用(yòng)緊密結合在了一起(qǐ)。
Archard 模型
對磨損過程進行的建模不僅(jǐn)僅局限在(zài)金屬切削應用領域。在 20 世紀 50 年代,英國工程(chéng)師 John F. Archard開發出了一個經驗模型,用於根據(jù)表麵粗糙度的變化來計算(suàn)滑動表麵(miàn)的磨蝕性磨損速度。他的等式是(shì):
其中的 Q 代表磨損(sǔn)速度,K 代表恒定磨損係數,W 代表總計正常負載,L 代表表麵的滑動距離,H 代表兩(liǎng)個表麵中更柔軟表麵的硬度。此(cǐ)模型主要認為,由於磨蝕性磨損而損失(shī)的材料數量與摩擦力成正比。
但 Archard 模型並未說明刀具磨(mó)損現象,而是(shì)預測(cè)了隨時間變化的磨損漸變速度。此模型涉及(jí)到兩(liǎng)個表麵互相幹擾的速度、機械負載、表麵強度、材料屬性(xìng)和磨損係數的(de)影響。
但應當指出,Archard 模型不(bú)是專門為金(jīn)屬加工領域常見(jiàn)的高(gāo)速應(yīng)用而開發的,它也(yě)並未(wèi)涉及到溫度對磨(mó)損過程的(de)影響。在金屬切削所產生的 900 C 高溫條件下,表麵強度和磨損係數都會發生變化。這樣,Archard模(mó)型本身就無法(fǎ)充(chōng)分說明金屬切削領域的刀具壽命。
Taylor 模型
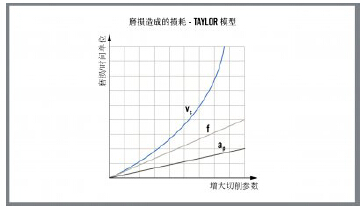
在 20 世紀初期,美國工程師 F.W. Taylor 開發(fā)出了一個刀具壽命模型,此模型包含(hán)了與金屬切削相關的因素。Taylor 發(fā)現,增大切削深度隻(zhī)對刀具(jù)壽命產生極小的影響,增大進給量所產生(shēng)的影響(xiǎng)稍大一些,而提高切(qiē)削(xuē)速度對刀(dāo)具壽命產生的(de)影響(xiǎng)最大。下圖顯示了提高速度(藍色的 vC)、增大進給量(灰色的f)和增大切(qiē)削深度(黑色的 ap)之後所產生的刀具磨損。
HQ_ILL_Wear-Related_Deterioration_Taylor_Model.jpg
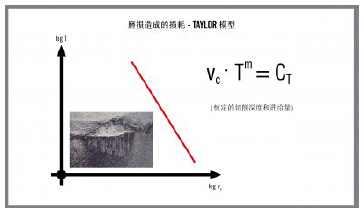
這促使 Taylor 開發出了一個重點關注各種切削速度(dù)所產生影響的模型。Taylor 基本模型的等式是vc * Tm = CT,其中的 vC 代表切(qiē)削(xuē)速度(dù),T 代表刀具壽命,m 和 CT 是常量,CT 代表影響(xiǎng)一分鍾刀具(jù)壽命的切(qiē)削速度。
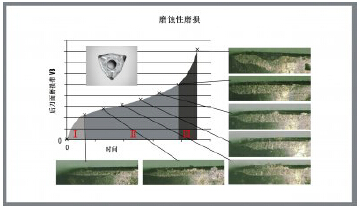
Taylor 還發現,刀具通常在開(kāi)始運行時加速磨損,並在(zài)第二階段趨(qū)於穩定但慢慢增大,最終進入快(kuài)速磨損的第三階段(也就是最終階段),直到刀具壽命(mìng)結束。他設計(jì)的模型展(zhǎn)示了第二階段與第三(sān)階(jiē)段(duàn)之間的時間(jiān)長(zhǎng)度。
HQ_ILL_Abrasive_Wear.jpg
因此,Taylor 模(mó)型不適用於(yú)較低的切削速度,當切削速度較低時,工件材料會粘(zhān)附和(hé)積(jī)聚在切削刃上並影響切削質量(liàng)和損壞刀具。此外,在此(cǐ)模型範圍外的高切削速度足以產生化學磨(mó)損。低速和高速磨(mó)損模式具有一個共同的特點,那就(jiù)是不(bú)可預測性 - 粘(zhān)附機製和化學機製會或快或慢地產生磨損。Taylor 模型立(lì)足於刀具壽命的第二階段,也就(jiù)是穩定而(ér)且可預測的磨蝕性(xìng)磨損。
最初(chū)的 Taylor 模型關(guān)注切削速度的影響,在切削深度和進給量保持不變的情況下(xià)有效。確(què)定了切削深(shēn)度和(hé)進給量之後,可以控製(zhì)速(sù)度以改變刀具壽命。
HQ_POS_ Wear-Related_Deterioration_Taylor_Model.jpg
更多的實驗催生出了一個(gè)擴展的 Taylor 刀(dāo)具壽命模型(xíng)等式,該等式包含(hán)了更多的變量,因此也變得更加複雜:
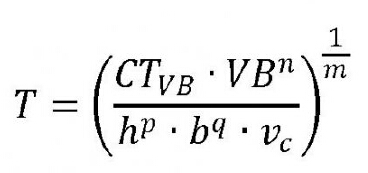
其中的 T= 以分鍾為(wéi)單位的刀(dāo)具壽命,vc 代表切削速(sù)度,h 代表切屑厚度,b 代表切(qiē)屑寬度。該(gāi)等式還(hái)包含(hán)了一個表示(shì)刀具前角的變量以及一些適用於各種工件材料的常(cháng)量。拋開其他因素不談,此模型在一次(cì)更改一種切削條件時最準確。同時更改多種條件可能(néng)會產生不(bú)一致的結果。
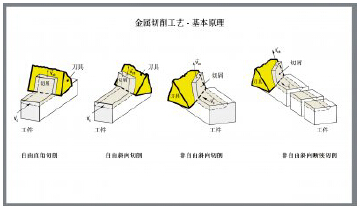
最初(chū)的 Taylor 模型也(yě)無法充分說明切削刀(dāo)具與(yǔ)工件之間的幾何關係。可以讓切削刃從直(zhí)角方向(垂直於進給方向)或斜向(以(yǐ)相對於進給方向的前角)切削工件。此外,當切削刃的拐角不參與切削時,切削(xuē)刃將被視為“自由(yóu)”切削,當刀具的拐角參與工件的切削(xuē)時,切削刃被視(shì)為“非自由”切削。現(xiàn)代金屬切削(xuē)應用(yòng)中很少涉及自由(yóu)直角切削或自(zì)由斜向(xiàng)切削,因此它們很少被提及。Taylor 的擴展(zhǎn)等式增加了一個切削(xuē)刃前角變量,但不(bú)允許刀(dāo)具(jù)的拐角參與切削。
盡管是後見之明,但從當今金屬切削技術水平和複雜程度的角度來看,Taylor 模型無疑存在著一些缺(quē)陷。即便如此,在其悠久的曆史中,Taylor 模型依然為刀具壽命預測打下了堅實的基礎,在某些條件下仍然能夠提供(gòng)有效的刀具壽命數據。
切屑厚度的角色
隨著工程師們(men)對(duì)刀具壽(shòu)命模型不斷進行開發和(hé)研究,一個事(shì)實變得明顯起來(lái),那就是(shì)所產生的切屑厚度與刀具壽命密切相關。切屑厚度是在垂直於切削刃的方向和垂直於切(qiē)削方向的平麵中(zhōng)測量出的切削深度和進給(gěi)量之間的一個(gè)函數。如果切削刃(rèn)的角度是 90 (在美國是 0 主偏角),則切(qiē)削深度和(hé)切屑寬度相同,進給量和切屑厚度也(yě)相同。
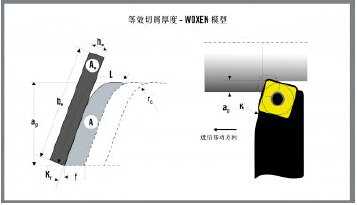
刀具拐角參與工(gōng)件切削的程度增加了另一個用於確定(dìng)切屑厚(hòu)度的變量。瑞(ruì)典工程師 Ragnar Woxén 於 20 世紀60 年代開發(fā)出了一種用於說明(míng)刀具刀(dāo)尖圓弧吃刀(dāo)程度的方法。他提出了一個(gè)用於計算車削加工中的等效切屑厚度的公(gōng)式,該公式可計算出刀具刀尖的理論切屑厚度。這一成果非常(cháng)透徹地(dì)分析了刀尖圓弧,並能夠利用矩形來(lái)說明切屑(xiè)麵積。借助這一描述,模型可以反(fǎn)映刀具圓形刀尖圓弧的(de)吃刀程度。
HQ_ILL_Equivalent_Chip_Thickness_Woxen_Model.jpg
Colding 模型
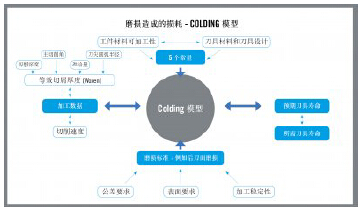
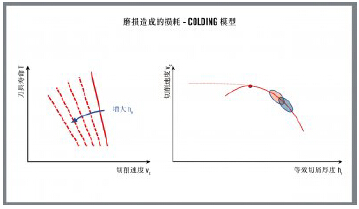
瑞典教授 Bertil Colding 於(yú) 20 世紀 50 年代開發的一個刀具壽命模型(xíng),此模(mó)型說明了刀具壽命、切削速度與等效切屑厚度之(zhī)間的關係,並考慮到切削工藝中的其他因素。這些因(yīn)素包括刀具材料和形狀、溫度以及工件可加工性。使用此模型和(hé)它複雜的等式可以準確地(dì)計算多(duō)種切削條件(jiàn)同時變化時所產生的(de)後果。
HQ_ILL_Wear-Related_Deterioration_Colding_Model.jpg
Colding 發現,更改等效切屑(xiè)厚度(進(jìn)給量)會改變切削速度與刀具壽命之間的關係。如果增大等效切屑厚度,則必須降低切削速度以保持(chí)同樣長的刀具壽命。切屑厚度越大,更改切(qiē)削速度後所(suǒ)產生的影響也越大。
另一方麵,如果減小等效切屑厚度,刀具壽命將會延長,提高刀具速度後所產生的影響也會下降。進給量(liàng)、切削(xuē)深度、主偏角(jiǎo)和刀尖圓弧的很多組合都可以取得相同的等效(xiào)切屑厚度值。如果在恒定(dìng)的切削速(sù)度下(xià)保持恒定的等(děng)效切屑厚(hòu)度,則無論切(qiē)削深度、進給量和主偏角如何變化,刀具壽命都將保持不變。
左圖顯(xiǎn)示了在 Taylor 模型的穩(wěn)定磨蝕性磨損條件(jiàn)下進(jìn)行加工時,等效切屑厚度(由 he 表示)的變化與刀具(jù)壽命 (T) 和切(qiē)削速度 (vc) 之間的關係。右圖(tú)中也顯示了這一直線關係。但由於(yú) Colding 模型考慮(lǜ)到(dào)了其他磨(mó)損因素,因此也(yě)用另(lìng)外一條曲線(xiàn)顯示了此模型的預測結果。
HQ_ILL_Wear-Related_Deterioration_Colding_Model.jpg
當加工可產生穩定磨蝕性磨損的常規材料(例如鋼材)時,該曲(qǔ)線得出的估(gū)算值沒有太大價值。但在加工超級合金和鈦合金(jīn)等容(róng)易應變硬化的材料時,此模型在(zài) Taylor 範圍(wéi)之外的預測能力(lì)就變(biàn)得非常重要。這(zhè)是因為當等效切屑厚度較小時,刀(dāo)具會切削應變硬化的材(cái)料,因此會導致切削(xuē)溫度上升並需要降低切削速度以降低溫度和保持刀具壽(shòu)命。
但該曲線表明,在局部的切削範圍(wéi)內,更大切屑厚度與更(gèng)高切削速度的組(zǔ)合或者更高生產率的切削條件(jiàn)可以延長刀具壽命。20 世紀 60 年代和 70 年代誕生了同時增大兩種切削參(cān)數和提高金屬切除率這一概念,這一突破性理念(niàn)與(yǔ)當時的經驗和直覺恰好相反(fǎn)。
通過開發包含金屬切削工藝(yì)多種因素(sù)的模型(例如 Colding 模型)以及 Taylor 和(hé) Archard 模(mó)型的概念,將(jiāng)理論和實際緊密結合(hé)在了一起。
實際應用日益複雜的刀具壽命模型時,需要(yào)對它們采用的多種因素執行計算機分析。在短時間內,可以手動(dòng)計算出專門用於特定刀具、工件材料和(hé)切(qiē)削條件的簡單模(mó)型的結果(guǒ)。在某些情況下(例如手工計算時),基本Taylor 模型可以在相對較短的時間內得出(chū)結果。
但即使是擴展(zhǎn)的 Taylor 模型也可(kě)能需要大量的手工計算時間(jiān),因此在生產環境中對 Colding 等式(shì)中(zhōng)的因素進(jìn)行手工計算是不切實際的。為了充分利用這些高級模型的(de)預測能力(lì),製造商們應使用計算機的計算(suàn)程序(請參閱關於山高的 Suggest 的附注)。這些程序(xù)可以在幾秒鍾甚至更短的時(shí)間內對複雜等式進行(háng)求解並提供有用的加工指導。不過,電子(zǐ)計算輔助工具依然要求機械(xiè)師以審(shěn)慎的態度進行思考,並將結果與自己在車間實際(jì)工作中(zhōng)獲得(dé)的常識和經驗進行(háng)比較。
結論
最後,刀具壽命(mìng)建模並(bìng)不是(shì)一種純學術追求;它可以幫(bāng)助製造商提(tí)高生產率和控製成本。製造(zào)業重點考慮的是需要花費多少(shǎo)時間和成本才(cái)能生產出特定數量的合格工件(jiàn)。了(le)解在需要更換刀具之前(qián)刀具能夠(gòu)準確、高效地切削多長時間非常(cháng)重要。工藝可靠性以及對刀具成本和停機時間進行的控製取決於是否能夠準確地預測刀具壽命。模型還允許更(gèng)改工藝以(yǐ)便最大限度提高速度(dù)、質量或可靠性。切削刀具壽命模型的進一步發展能夠幫助製(zhì)造商精密調整自己的工藝(yì)並實(shí)現自己的生產目標。
附注
計算機(jī)輔助計算
在(zài)生產環境中,所有(yǒu)的機床操作員都希望知(zhī)道切削(xuē)刀具在出現(xiàn)磨損或失效之前還能堅持多久。但與(yǔ)此同時,他們(men)還必須(xū)在(zài)刀具使用壽命內充分地應用(yòng)刀具(jù)。刀具壽命建模已經從簡(jiǎn)單地手工記錄個別運算(suàn)的結果發展為運(yùn)用複雜的模型並以數學方式納入盡(jìn)可能多的(de)切削工藝變量。少數幾個能夠快速完成的手(shǒu)工計算方式基本上能(néng)夠得出有價值的刀具壽命估算值。模型越複雜,所需的(de)計算和時間就越(yuè)多。最好的模型能夠提供與現實緊密(mì)契合的(de)刀具壽命預測。但如果在實施複雜模型時進行計算所花費的時間不少於加工本身(shēn)所花費的時間,它的經濟效益就值得商榷了。因此,可以使用計算機的計算程序,它們能夠快速和絕(jué)對準確地處理高級切(qiē)削刀具壽命模型所涉及到(dào)的因素。
其中一個示例是山高提供的 Suggest 在線資源。作為山(shān)高 My Pages 數字站點中的一個 Portlet,Suggest是一款免費的應用程序,適用於(yú) ioses® 或 androids® 平台的移(yí)動(dòng)設備和具有網絡瀏(liú)覽器的計算機。
Suggest 利用山高 80 多年來積累的金屬加工經驗為新的作業提供切(qiē)削刀具建議或為(wéi)重複性(xìng)項目提供(gòng)刀具選擇方案。這款應用程序匯集了數(shù)千種切削刀具產品和應用程序的綜合數據,可以根據用戶的輸(shū)入提供完整的刀(dāo)具建議(yì)。
Suggest 不僅僅是一個在線目錄,它還是一款先進的產品選擇器,可(kě)以快(kuài)速找到用於在要求公差範圍內加工零件的刀具和一係列(liè)工序。Suggest 可以根據極少的數據提供建議。不過,用戶輸入的信(xìn)息越(yuè)多,所提供的(de)建議(yì)就越貼切。每(měi)個數據輸入字段中的(de)默認(rèn)值讓具有各(gè)種金屬加工技能水平(píng)的用戶都能夠得心應手。用戶(hù)可以隨時調整自己(jǐ)輸入的數據,並過濾、排序和比較(jiào)信息以便精密調整建議。所有刀具建議都可以保存下來並以電子方式共享或者打印,以便於分發。

HQ_IMG_Metal_Cutting_Mathematics_The_Old_Way.jpg
HQ_IMG_Metal_Cutting_Mathematics_The_New_Way.jpg
全麵的(de)資源有助於製定工(gōng)藝規劃,而且便於為特定的作業找到高效(xiào)且經濟實(shí)惠的刀具和切削策略。應用成熟的技術能(néng)力和(hé)和工藝規劃技能(néng),可(kě)以大大(dà)縮短整體的工藝規劃時間。
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
金馬(mǎ)")
查")
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月(yuè) 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數(shù)據(jù)
- 2024年10月(yuè) 金屬切削(xuē)機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據