


低溫冷卻,威力無比
對蒸汽和燃氣輪機(jī)而言(yán),葉片製造是主要生產成本(běn)之一。使用(yòng)難以加工的高溫合金和材料,無疑增加了加工工(gōng)藝成本。因(yīn)此,人們迫切(qiē)需要創新的加工解決方案。瓦爾特還是首次提出適合量產的二氧化碳低溫冷卻概念。
帶葉片加工本身是一門科學。過去,葉(yè)片製造廠麵臨的是設備問題;當今,主(zhǔ)要麵臨葉片材料給加工帶來的頭疼問題。為了進一步優(yōu)化效率,渦(wō)輪機設計師正在尋求提高輸入更高溫度(dù)的最佳解決方案。因為需要采用特(tè)殊材料才能滿足高溫要求,所以會增加葉片的製造成(chéng)本。傳統的鐵素體、馬(mǎ)氏體和奧氏體渦輪機鋼(gāng)材不再適合高溫要求,取而代之(zhī)的是鎳(niè)基高溫合金。但是,這類材料需要更長的加工時(shí)間(jiān)。從這個意義上說,最重要的因素是采用相互(hù)匹配的創新型刀具和加工概念來控製(zhì)製造成本,例如能見實效的(de)高性能冷卻加工概念。
總部位於圖賓根的瓦爾特專為能源(yuán)行業研製刀(dāo)具和加工方案的曆史非常悠久(jiǔ)。“幾十(shí)年來,能源生產已成為我們專注的主要行業之一,”瓦爾(ěr)特業務發展(zhǎn)部(bù)經理Andreas Elenz強調,“我們(men)是所有關鍵零件的全方位服務提供商,當然包括葉片。這意味著從保證最大金屬去除率的可轉(zhuǎn)位刀片的粗加工銑刀到保證最小(xiǎo)過渡半徑的整體硬質合金立銑刀,要配備所有的刀具(對於葉片加工領域而(ér)言,這個(gè)量相當大(dà))。
冷卻概念
刀具冷(lěng)卻特別重要,它不僅對刀具本身的影響很大,加工中產生的高溫還關係到渦輪機加工過程中是否產生加大硬質合金基體壓應力和限製(zhì)其性能的發揮。與鋼材不一樣,加工(gōng)難切材料時,一般不會通過切屑帶(dài)走熱量,其中熱量(liàng)滲入切屑刃(rèn),從(cóng)而使鈷鎢硬(yìng)質合金(jīn)軟化。
2013年初,瓦爾(ěr)特與茨維考西撒克遜應用科學大學生(shēng)產技術研(yán)究所(IfP)攜手合作(zuò),對采用液體二氧(yǎng)化碳低溫加工進行基本研(yán)究,其中切削刃口已經冷卻(què)到–78.5℃,茨維考實驗全部采用了外部冷卻供應,並對各種冷卻策略(MQL, 乳化液、二氧(yǎng)化碳及其各種組合)進行了(le)相(xiàng)互比(bǐ)較。 比較結果表明,二氧化碳法具有最大的冷卻潛力,具有十(shí)分明顯的優勢(shì),在(zài)加工不鏽鋼渦輪葉片時,成本節省高達40%。通(tōng)過這種開拓性基礎研究並與瑞士斯達拉格機械工程公司密切合作,瓦爾特率先成為全世界(jiè)采用低溫冷卻原理(lǐ)的刀具專業公司,為行業各種應用提供了切實可行的解決方案。2013年3月,這種技術首次取得成功,並命名為“Cryo·tec™”。在EMO 2013, 瓦爾特和斯達拉格獲得了MM獎,獲獎理(lǐ)由是他們的解決方案在(zài)銑削加工最(zuì)具創新性。
專用銑刀
對刀具而言(yán),合作雙方選擇了F2334R圓刀片仿形銑刀,這種銑刀專門(mén)為葉片加工進行了優化。其(qí)主要(yào)特點是加工穩(wěn)定性高,可采用5軸加(jiā)工。這種刀具覆蓋了整個加(jiā)工工藝的70%~80%,從而絕大多數金(jīn)屬去除(chú)發生在渦輪葉片(piàn)部(bù)位。使用5軸加工,可優化各(gè)種位置的槽型比和(hé)切削力比,即使在粗加(jiā)工期間,也能接近想(xiǎng)要的(de)最終外形輪廓。
F2334R開有兩(liǎng)道(dào)槽,可同時供(gòng)應兩種不同類型的冷卻液:一道槽供應(yīng)二(èr)氧化碳,另一道槽供應(yīng)MQL、壓縮空氣或乳化液。二氧化(huà)碳以液態形式流過刀具,其壓力為60巴,直接噴在切削刃的(de)附近。然(rán)後,二氧化碳在此處膨脹後形成幹冰,達到想要的冷卻效果。“Cryo·tec™的重要研發步驟是采用兩道槽係(xì)統,向刀具供應內冷卻液,而不是外接冷卻液供應係統,”瓦爾特渦輪葉片加工技術負(fù)責人Thomas Schaarschmidt說,“采(cǎi)用五軸加工,外供二氧化碳決不能達到理想效果,即不可能盡量靠(kào)近(jìn)高溫切削區域。當加工鈦合金時,除了純冷卻外,還需要潤滑。在本文所介紹的方法(fǎ)中,采用雙槽刀具分離MQL和二氧化碳(tàn)。斯達拉格負責研發專用芯軸,而瓦(wǎ)爾特負責提供優化刀具。低(dī)溫冷卻(què)理(lǐ)念的優勢(shì)如下:刀具磨損量小,使用(yòng)壽命更長;切削參數優化,生產(chǎn)效率更高;表麵質量更好、邊界區域影響更小(xiǎo),零件質量更高;切屑100%可回收利用,無需準備維護處(chù)置潤(rùn)滑(huá)劑(jì)或零件清潔劑。
高壓(yā)
Cryo tec™冷卻係統的一個重要技術優勢是(shì),在機床和(hé)刀具都能保(bǎo)持盡可能長時間的二氧化碳壓力。因為隻要壓力下降,就開始形成冰而堵塞二氧化碳供應通路。但是,為了達到既定冷卻效(xiào)果,二氧化碳輸(shū)出量不(bú)宜過大,因為與乳(rǔ)化液相比,二氧化碳冷卻液較(jiào)為昂貴,其成本約為0.30~0.50歐元每(měi)千克。“在確定噴嘴直徑時,我們在研發工作中投入了大量的人力物力和時間(jiān),” Schaarschmidt說(shuō),“目前(qián)我們正在努力著手進一(yī)步優化壓力調(diào)節(jiē)和供應,使之(zhī)盡可能接近切削區域。我們還下大力氣與潤滑劑製造廠通力合作研製新型MQL油品。迄今,他們已經可用於高溫(wēn)應用,因此需要結合二氧化碳冷卻(què)使用。目前Cryo tec™刀具隻有非標刀具,因為斯達拉格相應的機床/主軸技(jì)術(shù)還不成熟。但是,瓦爾特正在想辦法(fǎ)製定(dìng)一種(zhǒng)刀具連接標準。
冷卻性能
利(lì)用馬氏體不鏽鋼材質的渦輪葉片(piàn)進行的實驗(多軸車銑、原始(shǐ)部件尺寸475 mm×80 mm×80 mm、焊接夾具)表明,如果使用二氧化碳冷卻,切削刃處的(de)溫(wēn)度可降(jiàng)低(dī)100℃,與幹(gàn)式(shì)加工(gōng)相比,刀具刃口壽命延(yán)長30%,而切削參數(shù)仍(réng)能保持一致。同時,生(shēng)產成本節省15%。在加(jiā)工奧氏體不鏽鋼(gāng)時,與MQL相比,刀具使用壽命大大延長,生產成(chéng)本節省高達30%。總體來說,低溫加工對高溫合金(HRSA)和不鏽鋼有巨大潛力。現在是需要采用ISO S組和ISO M組(zǔ)的材料和應用對此(cǐ)技術進行進一步驗證。今後研發重點考慮用於汽車業零件加工以(yǐ)及設備技術、提取和處置等(děng)方麵未解決(jué)的問題。
未來的切(qiē)削技術
今(jīn)後(hòu)的機床可能(néng)設計成同時具有冷卻和非冷卻功能(不管是否采用冷卻液)。唯一的區別是選用的切(qiē)削刀具材料:一種用於冷卻加工,另一種用於幹式加(jiā)工。今後研發(fā)還有(yǒu)另(lìng)外的主題。銑削期間,通過齧合和分離,使所采用的刀具齒加熱然後(hòu)冷卻。隻有采用(yòng)低溫二氧化碳冷卻才能充分達到這種效果。由(yóu)於高溫交變(biàn)效應,硬質合金基體和塗層以不同速率膨脹,使塗層開裂,最終使切削刀具材料失效。過去幾年研發的所有切削刀具材料都(dōu)用於幹式加工的高溫作業,但是現在的切削刀具材料需要專門適(shì)合低溫(wēn)二氧(yǎng)化碳冷卻,能承受溫度巨變。因此,在瓦(wǎ)爾特今(jīn)後的研發工作中,Thomas Schaarschmidt需要研究兩大課題:“我們今後主要任務是對刀具概念(niàn)和專業切削刀具材料標準化,因為我們計(jì)劃在2020年前將渦輪機難(nán)切材料(liào)的比重增加到40%左右,所(suǒ)以這方麵的市場增長潛力巨大,需要加大研發力度。
圖1:瓦爾特采用Cryo•tecTM 技術的F2334R刀片(piàn)

具備二氧化碳冷卻裝置的銑刀。瓦爾特用於渦輪葉片加工的Cryo•tecTM F2334R刀片。
圖2:二氧化碳相曲(qǔ)線圖

二氧(yǎng)化碳相曲線圖:室溫下液態二氧化(huà)碳以57.8巴以(yǐ)上的(de)壓力在被送到切削位置。

圖3:圖賓根瓦爾特公司業務開發總監Andreas Elenz秉承一(yī)個優良傳統:“能源生(shēng)產已成(chéng)為我們幾十年專注的主要行業之一。”

圖4:瓦爾特業務發(fā)展能源部經理(lǐ)和葉片(piàn)加工技術負責人Thomas Schaarschmidt:客戶(hù)已經接受包括刀具和技術專(zhuān)長的全套方案。
圖5:葉片根部部位的表麵質量(liàng)
幹式(shì)加工
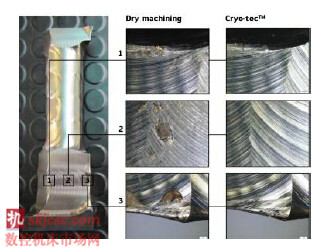
粗加工後葉片根(gēn)部(bù)部位的(de)表麵質量,一個采用幹式加工方式,另一個采用二(èr)氧化碳加空氣冷卻工藝。
圖6:成本節省曲線圖
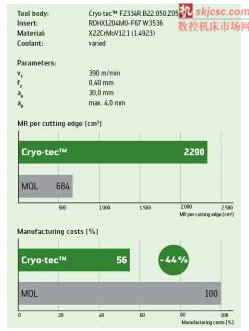
與幹式加工相比,采用Cryo•tecTM技術粗加工奧氏體不鏽鋼材質渦輪(lún)葉片,可節省大量成(chéng)本。
如(rú)果您有機床行業、企業相關新(xīn)聞稿(gǎo)件發表,或進行資訊(xùn)合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削(xuē)機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據(jù)
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據
- 機械加工(gōng)過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走(zǒu)絲線切割機床的(de)發展趨勢
- 國產數控係統和數(shù)控機(jī)床何(hé)去(qù)何從?
- 中國的技術工人(rén)都去(qù)哪裏了?
- 機械(xiè)老板做了十多年,為(wéi)何還是(shì)小作坊?
- 機械行業最新(xīn)自殺性營銷,害人(rén)害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智造(zào),多談(tán)點製造
- 現實麵前,國人沉默。製造(zào)業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車(chē)床鑽孔(kǒng)攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別