


航空航天產品中的刀具應用
2014-7-1 來源(yuán):數(shù)控機床市(shì)場網 作者:孫(sūn)健(jiàn) 謝華
摘要:隨著航空(kōng)航天產品的不斷升級,各類航空鋁合金(jīn)、鎳基合金以及鈦合金等難加工材料的廣(guǎng)泛使用,大大增加了航空航天(tiān)產品的製造難度。許多設備(bèi)或工藝無法解決的問題,可(kě)以通(tōng)過選擇合(hé)適的刀具來解決。
關鍵詞:航(háng)空航天 鈦(tài)合金 變形 硬質合金
隨著航空航天產品的不斷(duàn)升級,對於材(cái)料的要求(qiú)也越來越高,各(gè)類航空鋁合金、鎳基(jī)合金以(yǐ)及鈦合(hé)金(jīn),已經成為了航空(kōng)航天產品(pǐn)的首選材料。但此類材料特別(bié)難(nán)加工,大大增加了航空航天(tiān)產品的製造難度。此時,一些設備或工藝(yì)無法解決的(de)加工難題以及生產效率問題,可以通過選擇合適的刀具來解決。以我公司承接(jiē)的航空航天(tiān)產品自製硬(yìng)質合金刀具為例,介紹在航空航天產品中刀具的實際(jì)應用。
1 刀具結構應用(yòng)
1. 1 靜止葉片加工難點工藝分(fèn)析
以靜止葉片(piàn)(圖1) 為例,其材質為鈦合(hé)金(jīn)TC4,是非常典型的難加工產品。使用常規鈦合金硬質合(hé)金刀具加(jiā)工時出現了產品嚴重變形、刀具磨損快等問題。
產品的加工工藝難點是:
(1) 工件(jiàn)材質為鈦合金(jīn) ( TC4),硬度 為320HBW,鈦合金的硬度小於 350HBW 時,切削加工特別困難,加(jiā)工(gōng)時容易(yì)出現粘刀現象,刃口積屑(xiè)瘤大量堆積,導致排屑不暢,切削熱堆(duī)積,造成葉片受熱變形。
(2)葉片型線部分最厚處約 1 mm,最薄處約(yuē)0.1 mm,加工時極易產生(shēng)振動,易變形,而產品要求變形量不(bú)得大於 0.12 mm。
1. 2 刀具結構設計
")
通過以上的分(fèn)析可以看(kàn)出, 加工中存在的最大問題有兩點:熱變形和振動變形。針對產生變形的原因不同, 我們在刀具設(shè)計時也有著不同的結(jié)構設計。
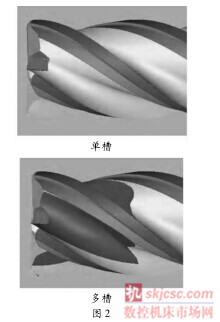
(1) 熱變形:調整刀具幾(jǐ)何角度、精(jīng)拋光刀具槽(cáo)型前刀麵以及(jí)多槽型結構設計。加工鈦合金的硬質合金(jīn)刀具前角範圍一般在5°~15°,因為此次(cì)葉片(piàn)的材料偏軟, 粘刀嚴重,在刀具前角的選(xuǎn)擇上,我們選擇了(le)一個偏大(dà)的前角12°(鈦合金刀具常見前角為(wéi) 6° ~10°),讓刀具刃口變的更鋒利,提高刀(dāo)具切削能力;而且,對槽型前刀麵進行了一個精拋光處理,一般刀具的槽型粗糙度在 Ra0.8 μm ~ Ra0.4 μm,這次我們使用D20 砂(shā)輪精拋光刀具前刀麵,前刀麵(miàn)粗糙度(dù)達(dá)到了 Ra0.2 μm,減(jiǎn)小了鐵屑與刀具(jù)前(qián)刀麵的摩擦力,降低了切(qiē)削熱在刀具上的堆積;同(tóng)時,在刃(rèn)口6 mm ~8 mm 的(de)長度上增加一個副槽(見圖 2),在保證(zhèng)其刀(dāo)具剛性的同時增加其容(róng)屑空間,保證排屑順暢。
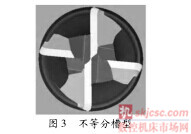
振動變形:不等槽型、不等(děng)螺旋以及減震帶結構設計。將等分槽型設計為 85°、90°、85°、90°不等(děng)分槽型(見圖 3),螺旋角設計為 39°、36°39°、36°不等分螺(luó)旋(見圖 4)。這樣的“雙不等” 設計,使刀具在加工中每個刃口的切入時間和(hé)切入角度都不同,有效消除在切削過程中產生的低頻率振動,起到減小加工振動變形的作用。
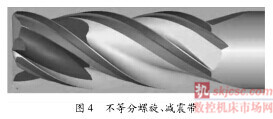
同時,在刀具的後(hòu)刀麵上刃磨出 0. 05 mm ~0. 10 mm 的減震刃帶(圖 4),增加刀具後(hòu)刀麵在工件上的支持麵積(jī),增加後刀麵上(shàng)的摩擦阻力,也能起到消除振動作用。
1. 3 實用效果比對
表 1 是常規(guī)鈦合金刀具和定製(zhì)鈦合金刀具加工靜止葉片的實用(yòng)對比情況。
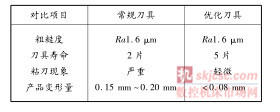
表 1 兩種刀具加工靜止葉片的(de)實用對比情況
從表 1 可以看出,結構改進(jìn)後的(de)刀(dāo)具成功解決了問題,達到了(le)我們預期(qī)的目標。
2 刀具材料應用
2. 1C 型框刀具工藝分析
以 C 型框(見圖5)為例,改變(biàn)刀具材質,將高速鋼刀具替換為硬質合金刀(dāo)具,達到提高生產(chǎn)效率(lǜ),提升產(chǎn)品質量的目的。對(duì) C 型框刀具的工藝分析如下:
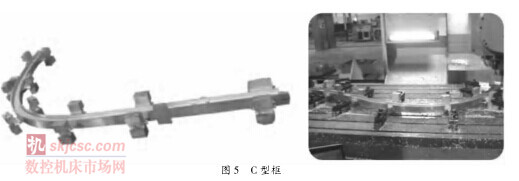
(1)C 型框加工時金(jīn)屬去除量達到 80% 以上,為了提(tí)高加工(gōng)效率,粗加工(gōng)時吃刀量大,要求刀具剛性好,且要有一定的韌性。
(2)C 型框材質為航空鋁合金(jīn),比一般的鋁合金硬得多(duō),且鋁件加工的切屑細小,要求刀具材(cái)料的耐磨性好。
(3)鋁合金在加工中的切削溫度大(dà)概在 300~400℃,刀具的熱硬性直接影響到刀具的使用壽命,要(yào)求刀具材料要有較(jiào)高的熱硬性。
2. 2硬質合金性能分析
從 C 型(xíng)框刀具的工藝性分析看,所選擇的刀具材料必須同時滿足剛性好、硬度高和熱硬性較高等特(tè)點。下麵我們分析一下硬質合金是否能滿足加工(gōng)的需要。
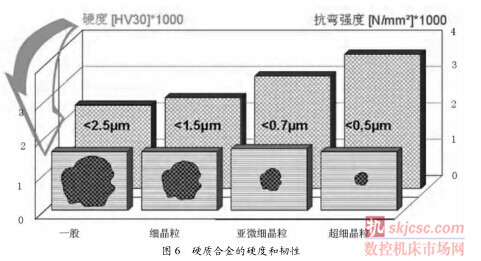
(1)硬質合金(jīn)的剛性比(bǐ)高速鋼高, 但在韌性上差一些。從圖中我(wǒ)們可以看到, 硬(yìng)質合金的晶粒度大小直(zhí)接(jiē)影響到硬質合金的韌性,晶粒越(yuè)小(xiǎo),韌性越好。所(suǒ)以在為 C 型框挑選硬質合金刀具材料時, 就應該選擇晶粒度最小的合金材料, 也就是超細(xì)晶粒硬質合金。
(2)硬度高,則耐(nài)磨性就(jiù)好,硬質合金的硬度可以達到 301 700HV(92HRA 左右),比高速鋼的硬度要(yào)高出許多,所以硬質合金的耐磨性遠高於(yú)高速鋼。
(3)硬質合金的熱(rè)硬性可以達到 1 000°以上,而高速鋼的熱硬性僅為 600°左右,在熱硬性方麵硬質合金也有巨大的優勢。通過(guò)以上分析,說明(míng)在加(jiā)工 C 型框這類產(chǎn)品時, 硬質合金材料(liào)完全可以替代高速鋼。實際加工也證明了, 使用硬質合金刀具比高速鋼刀具有著更高的生產(chǎn)效率和更好的產(chǎn)品質量。
2. 3實用效果對比(bǐ)
表 2 是以 D32 的刀具為例加工 C 型框的高速鋼刀具和硬質合金刀具的對比情況。
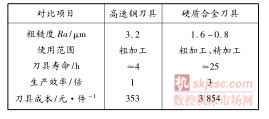
表 2 兩(liǎng)種刀具加工 C 型框的對比(bǐ)
從表 2 可以看到,刀具成本在價格上高出了不少,但是由於刀具壽命的大大延長,效率明顯提升,其實際製造(zào)成本並(bìng)未增加,質量也有明顯好轉。現在該產(chǎn)品中使用的刀具直徑在 32 mm 以下均被硬質合金刀具所代替。
3 結論
通過選(xuǎn)擇合(hé)適的刀具,成(chéng)功解決了生產(chǎn)中的一些工藝難題。在實際應用中,應根據被加工材料的不同(tóng)以及工況的不同,選擇合適的(de)刀具材料、刀具結構以及(jí)刀具塗層。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿件(jiàn)發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件(jiàn)發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源(yuán)汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年(nián)10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文(wén)選(xuǎn)萃
| 更多