


基於精雕係統的精密弧麵齒輪加工
2022-3-11 來源:北(běi)京精(jīng)雕科技集團有限公司 作者(zhě): 張歡龍
1. 序言
齒輪在機械傳動中有著重要的作用,在工業、農(nóng)業機械領域有著廣泛的應用。目前齒輪(lún)產品基本分為 3 類 : 車輛齒輪、工(gōng)業通用齒(chǐ)輪和工業專用齒輪。其中車輛齒輪根據不同車輛又可以分為汽車齒輪、摩托車齒輪、農用車齒輪、農機齒輪和工程機械齒(chǐ)輪 ; 工業通用(yòng)齒輪主要是齒輪減(jiǎn)、變速箱,包括圓柱齒(chǐ)輪變速箱、圓柱 - 圓錐(zhuī)齒輪減速箱(xiāng)等;工業專用齒輪分(fèn)為高速齒輪、船(chuán)用齒輪、石油化工機械專用齒輪及建材磨機齒輪等。按照齒輪(lún)產品的檔次來分,高、中和低端產品的比例大約為 25%、35% 和 40%; 按照生產高、中和低(dī)端產(chǎn)品(pǐn)的企業來分,其比例大約為 15%、30% 和55%。2017 年,我國齒輪產(chǎn)品進口(kǒu)額約為 160億美元,其中對高精度齒輪的需求占比逐年(nián)增加。目前國內生產的中低端齒輪產品和部分高端產品就能滿足消費端需求(qiú),而汽車自動變速器、機器人精密減速器等高(gāo)精度齒輪(lún)傳動裝置還不能滿足需求(qiú),仍大量依賴進口。
2.傳統齒輪加工情況(kuàng)
各(gè)種齒輪的加工工藝比較見表 1。
表 1 各(gè)種齒輪的加工工藝比較
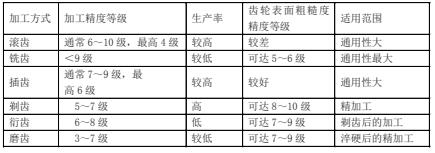
目(mù)前,國(guó)際高(gāo)端齒輪市(shì)場上的製造企業有 :美國格裏森、德(dé)國皮特(tè)勒、德國維拉(WERA)、日本(běn)那智不二越以及瑞士萊斯豪(háo)爾等。隨著產品逐漸向多品種、小批量發展,采用通用數控五軸機床加工(gōng)齒輪成為(wéi)近(jìn)兩年來新(xīn)的熱點問題。尤(yóu)其是(shì)滾齒加工,一般是定製專用滾刀(dāo)來進行加工,這種加工方式的優點是 : 適合批量大、品種少的場合。但是對於品種多、量少(shǎo)的場合就存(cún)在(zài)劣勢(shì) :定製滾刀(dāo)的價(jià)格昂貴,不能適用(yòng)於各種尺寸、形(xíng)狀變化的齒輪。
3. 弧(hú)麵齒輪結構及技術參數
北京精(jīng)雕(diāo)設備由於擁有強大的在線檢測(cè)、在線補償技術,所以結合五軸聯動功能,已經在精雕(diāo)齒輪加工中嶄露頭角(jiǎo)。下麵以精雕換刀機構上的精密弧麵齒輪加工為(wéi)例,說明精(jīng)雕設備在加工精密弧麵齒輪上的優勢。精雕設(shè)備原有換刀機構購自海外(wài)製造商,在承接手機外形零件加(jiā)工時(shí),由於需要高頻率地換刀(dāo),所以(yǐ)當次數在(zài) 3 萬次以上(shàng)時(shí),開始出現故障。基於上述情況,北(běi)京精雕利用自有(yǒu)設備嚐(cháng)試加工換刀機構的弧麵齒輪(見圖 1)獲得成功。經現場驗證,換刀次數在 10萬次以上,都沒有出現故障。

圖 1 弧麵齒輪
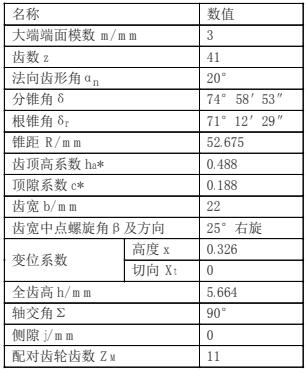
圖(tú) 2、圖(tú) 3 分別為小弧齒齒輪、大弧(hú)齒齒輪,其技術參數分(fèn)別見表(biǎo) 2、表 3。
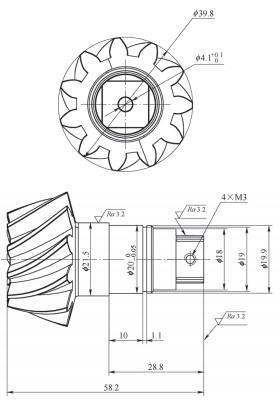
圖 2 小弧齒齒輪
表 2 小弧齒齒輪技術參數(shù)
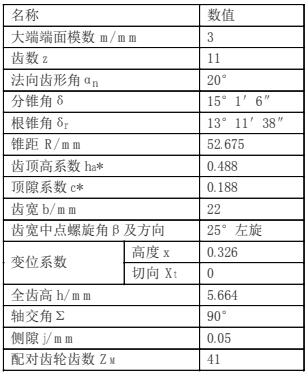
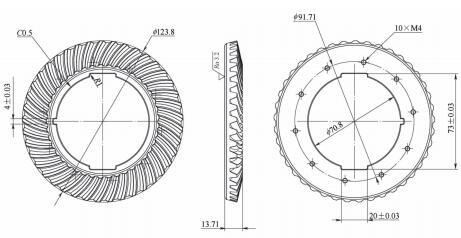
圖 3 大弧齒齒輪
表 3 大弧齒齒輪(lún)技術參數
4. 夾具設計方案
圖 4 為夾具及其與零件的組裝。采用螺栓夾緊,夾具平麵度≤ 0.003mm; 工件盡量放(fàng)置在機床軸心位置,並使主軸下降位置適當。

圖(tú) 4 夾具及其與零件的組裝
5. 采用精雕 SurfMill 軟件編程
圖 5 為(wéi)齒輪設計圖樣。
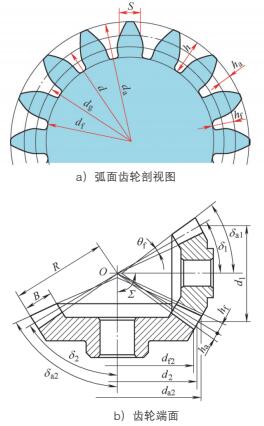
圖 5 齒輪設計圖樣
采用精雕 JDSoft SurfMill 軟(ruǎn)件(jiàn)編程。該軟件(jiàn)針對齒輪加工的特點(diǎn),按照與(yǔ)傳統加工方式一致的展成法計算方式,開發了相應的加工模塊 ; 實現(xiàn)了編程簡單化,操作簡單快捷,路徑計算精(jīng)度高,可以滿足不(bú)同(tóng)加工需求 ; 同時融合了 DT 編程技術,使加工編程可視化,在機檢測(cè)技術保證了加工安全。
在(zài)精雕 CAM 軟件 SurfMill 中設置走刀方式、順序等,借助(zhù)軟(ruǎn)件中展成法路徑功能算(suàn)法的實現,采用側刃模擬兩齒(chǐ)輪齧合(hé)時的動作,沿齒麵切向(xiàng)逐漸展成加工。軟件中展成法設置(zhì)如圖 6 所示,軟(ruǎn)件編程(chéng)模擬結果如圖 7 所示。
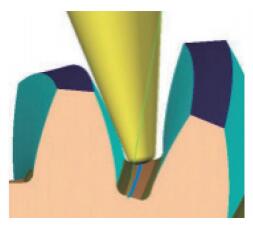
圖(tú) 6 軟件中展成法(fǎ)設置
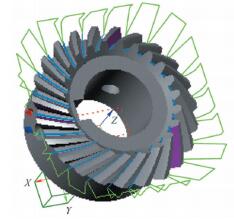
圖 7 軟件編程模(mó)擬結果
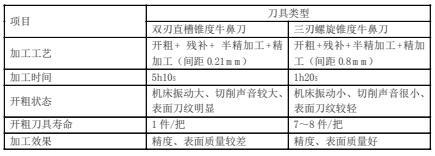
6. 采用錐度牛鼻刀加(jiā)工
采用錐度牛鼻刀加(jiā)工。刀具類型分析與對比見表 4。
表 4 刀具類型分析與對比
7. 工藝(yì)工序的製定(dìng)
各工(gōng)序具體內(nèi)容如下。
(1)粗加(jiā)工采用滿足小端尺寸的最大尺寸錐刀,按五軸曲線的方式開粗。
(2)殘補與清根 使(shǐ)用小角度錐刀完成齒根位置的清根,齒側兩麵采用五軸曲線的方式去(qù)除。
(3)半精加工留側壁餘量采用展成法加工。
(4)精加工 為提升表麵質量,主軸加工前先預熱,與半精工一樣,采用展成法進行精加工。
(5)在機測量通過在機測量控製工序中的工件精度,並且編寫宏程序(xù)實現(xiàn)在機測量超差報警(jǐng)提示。
以 Φ39.8mm×58.2mm 差速器主動齒輪為例,工件材料為 38CrMoAl,各工步所(suǒ)用刀具及加工時(shí)間見表 5。
表 5 各工步所用刀具及加工時間

8. 加工難點(diǎn)及有效措施
該齒輪的加工難點在於 : 齒形造型與(yǔ)接觸檢查 ; 需保(bǎo)證各個齒麵餘量(liàng)均勻 ; 同時齒距、徑向圓跳動等指標達到設計要求。針對難點問(wèn)題,應用精雕 CAD/CAM軟件專業齒輪造型與(yǔ)編程功能,在(zài)機測量檢測齒麵餘量保證在 ±5mm,表麵粗糙度值 Ra < 0.15mm。
9. 結束語
經過 JDSoft SurfMill 軟件(jiàn)在編程後結合軟件(jiàn)的 D T 加工技術,可以清楚地了解實際加工的安全性和實用性。通過機床模擬可以了解實際加工中的(de)碰撞、幹涉問題,保(bǎo)證程序的安全可靠。加工的小弧齒成品如圖 8 所示,大弧齒成品如圖 9 所示。

圖 8 小弧齒成品

圖 9 大弧齒成品
投(tóu)稿箱:
如果您有機床行業(yè)、企業相關新(xīn)聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新(xīn)聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年(nián)11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金(jīn)屬切削機(jī)床產量數據(jù)
- 2024年11月 軸承(chéng)出口情況
- 2024年11月(yuè) 基本(běn)型乘(chéng)用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年(nián)10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據
博文選(xuǎn)萃
| 更(gèng)多