


基於嵌入式齒輪加工數控係統的探討
2019-5-23 來源: 中(zhōng)山(shān)邁雷特智能裝備有限(xiàn)公司 作者:林守金
摘 要:伴隨著社會經(jīng)濟的快速發展,齒輪的生產對於社會經濟發(fā)展有著顯著的影響。對此,為了更好的優化齒輪的加工效果,本文提出了一種關於嵌入式係統的齒輪加工數控係統(tǒng),並簡(jiǎn)單分(fèn)析係統的整(zhěng)體結構,同時對該係統進行任務的(de)劃分,設計多(duō)個工作(zuò)的具體功能模塊。希望能夠借助本文所提供的嵌入式(shì)齒輪加工數控係統(tǒng),改進今後齒(chǐ)輪加工效益。
【關鍵詞】嵌入式(shì);齒輪加工(gōng);數控係統;探討
引 言
製造領域是我國經濟的支撐性產業, 對於我國國民經濟的增長有著顯著意義,同時也是我(wǒ)國綜合實力的一(yī)種展現,對於國家發展有著明顯的推動作用。 近年來隨著數控加工技術不斷發展,其應用的作用以及效果也顯得越發明(míng)顯。
高效率的數控加工(gōng)技術能夠展現優質、低成本、高效率、綠化等工業製造的產業效(xiào)果。 對此,探討嵌入式的齒輪加工數控係統具備顯著意義。
1 、嵌入式係統(tǒng)的特點
本(běn)文所探討的齒輪加工數(shù)控係統(tǒng)是嵌入式係(xì)統, 這裏所(suǒ)指的嵌入式係統主要是(shì)指以(yǐ)生產和應用(yòng)為核心的專(zhuān)用型計算機係統,這一係統能夠按照用戶的實(shí)際需求對硬件設備、軟件資(zī)源等進(jìn)行(háng)針對性的定製和調整, 從而促使產品的成本、性能、可靠(kào)性以及體積、功耗等獲(huò)得保障。
嵌入式設備的組成一般是包括嵌入式 CPU、外圍硬件、操作係統以(yǐ)及針對用戶需(xū)求的專(zhuān)用型應用程序等, 主要是應用(yòng)在對於設備的控(kòng)製以及監控場景當(dāng)中。
嵌入(rù)式係統的(de)特點(diǎn)有以下幾點:
①嵌入式係統所應用的 CPU 一(yī)般都是特定的,所以(yǐ)具備功耗低(dī)、體積小以(yǐ)及高集成度等優勢,同時還可以通用 CPU 中板卡實現(xiàn)功能集成到某一(yī)個處理器芯片當(dāng)中,進而實現移動性的工作能力;
②一般情況下, 嵌入式係統的應用軟件並不是單獨儲存在某一個載(zǎi)體上的,而是固(gù)定在某一個內存儲存(cún)器的芯片當中的,這一種特點顯著提升了軟件的運行速度及其可靠性;
③嵌入式係統和特殊的(de)應用相結合,能夠麵對更為廣泛的用戶,升級和轉型也相對及時,所以使用(yòng)周期比較長;
④對(duì)於用戶而言,嵌入式係統具備較高(gāo)的透明度, 用戶需要了解內部的(de)設計細節以及編程操作, 隻需要根據相應的步(bù)驟便可以完成嵌入式係統的(de)編程;
⑤嵌入式係統的實用性非常高(gāo),嵌入式係統和大多數工業(yè)生產之間有著(zhe)較高的關聯性, 普(pǔ)遍都(dōu)是將嵌入式係統當做實時控製係統來(lái)應用(yòng)。
2 、嵌入式齒輪加工數控係統的整體設計
2.1 、嵌入式齒輪加工數控係統的硬件設計
因為 windows ces 操作係統非(fēi)常簡單,具(jù)備較高的開放性以及(jí)較高的穩定性等優(yōu)勢,所以數控(kòng)係統選擇在 Win CE6.0 操作平台當中進行研發,係統主要由 DSP 以及 FPGA 組成。
其中,ARM 微處理器主要負責完成關於人機交互的任務模塊,例如加(jiā)工參數的輸入顯示以及(jí)儲存等功能。
除(chú)此之外,還需要負責一些借助網絡通(tōng)信模塊(kuài)傳輸工作信息的任務;DSP 則是負責(zé)處理數(shù)控係統的信息預算任務, 例如插(chā)補處理以及(jí)伺(sì)服位(wèi)置的(de)控(kòng)製等, 同時將(jiāng)人機交互模塊以及運動控(kòng)製模塊進行獨(dú)立的管理, 一方麵促使軟件的研發以及調整更具靈活(huó)性和(hé)模塊化(huà),同時還能夠(gòu)更好的優(yōu)化控製的性(xìng)能、效(xiào)率以及齒(chǐ)輪加工時的(de)精度;FPGA 則是采用並行(háng)總(zǒng)線(xiàn)的運行方式, 主要完成機床方麵 I/O 的信息傳(chuán)遞。
2.2 嵌入式齒輪加工數控係統的軟件設計
根(gēn)據齒(chǐ)輪加(jiā)工數控係統對於可擴展性以及可移植性的需求, 考慮到模塊之間繁瑣(suǒ)的數據交換以及程序在運行過程中的效率需求、開發難度等,結合齒輪加(jiā)工的特點,本係統的軟件主要劃分為三個模塊, 分別為 ARM 的界麵管理(lǐ)模塊(kuài)、DSP的數值運算模塊以及機床的 I/O 控製模塊。
齒輪數控加工的特點(diǎn)以及軟件功能模塊的劃分原則,設計係統軟件框架較為複雜, 其主(zhǔ)要是(shì)由顯示接口、 網絡控製板、機(jī)床 I/O 等多個結構構成。 齒(chǐ)輪加工數控係統在 ARM 上完成主要的參數設置、代碼(mǎ)編碼、自動(dòng)編程以及加工狀態的監控等非(fēi)及時(shí)性的任(rèn)務, 而在 DSP 上則是完成一些關於 NC 代碼的指令分析、插補計(jì)算以及伺服位置控製等及時性的任務。
其中,ARM 可以進行(háng)代碼的翻譯和處(chù)理, 並生成 DSP 能夠計算的數據結構,同(tóng)時儲存在 G 指令包當中。
與此同(tóng)時,所編譯的 PLC 程序也需要借(jiè)助相應的轉化之後存放在 PLC 指令當中。
除此之外,在 ARM 上輸(shū)入的 DSP 初始化參(cān)數、顯(xiǎn)示(shì)編碼參數以(yǐ)及螺距補償(cháng)等參(cān)數, 都可以以(yǐ)動態或(huò)靜態的參數(shù)儲存在之前設計的結(jié)構體當中, 這一些指令報以及參數的結構體在數控係統當中運行以及開啟時, 可以借助相應的通信形式發(fā)放到 DSP 當中,DSP 便可以(yǐ)進行控製(zhì)和運算。
3 、嵌入式齒輪加工數控係統的功能(néng)模塊設計
嵌入式齒輪加工數控係統需要根據任務劃(huá)分的(de)工作特(tè)點,從任務以及功能兩個方麵進行區分
,任務的區分不僅能夠讓功能模塊之間的通信更(gèng)加合理和(hé)快速, 同時軟件的結構也更加簡單明了(le), 並且還可以促使係統設計更具擴展性以及開放性。
借助對齒輪加工(gōng)數控係統的(de)功能要求(qiú)分析,可以(yǐ)發現本係統應當具備控(kòng)製以及管理兩個方麵的(de)任務。 控製任務主要是翻譯編碼,機床 I/O 控製、位置的顯(xiǎn)示(shì)與控(kòng)製、電子齒輪(lún)箱以及插補處理等(děng)。
管理任務則(zé)可以劃分成為自動編程、界麵管理、文(wén)件管理以及加工監控等等。 控(kòng)製(zhì)任務和齒輪的加工有著密切的關聯性,將會直接決定加工(gōng)的精度(dù)以及效(xiào)率。 對此,對於控製任(rèn)務的及時性以及準確性要求相對較為苛刻。 管理任務則(zé)是負責(zé)齒輪加工的整體(tǐ)支撐, 所以子任務並沒有較(jiào)高的及時性以及準(zhǔn)確性需求。
3.1 自動編程模塊(kuài)
因為(wéi)齒輪的結構具備(bèi)較高的相似性, 所(suǒ)以在齒輪數控加工(gōng)當中,主要(yào)的參數(shù)隻有三個,分別為齒輪的參數、刀具的參數以及工藝的(de)參數。 從機床操(cāo)作界(jiè)麵可(kě)以直(zhí)接輸入上述三相參數, 然後自動編程模塊便(biàn)會(huì)根據輸入的參數進行計算和處理(lǐ),並獲得刀具的具體運行軌跡,之後生成數控(kòng)加工的代碼,形成 DSP 能(néng)夠(gòu)理解的數據信息,從而達到機床(chuáng)的控(kòng)製目的,完成齒輪自動加工任務。
3.2 電子齒輪箱模塊
電子齒輪箱模塊主要是以軟件、 電路的(de)形式(shì)替代傳統的機械式傳動鏈(liàn),從而完成多個數目的,根據定向的運動關係(xì)計算,從而保障每一個軸之間的運動關係保持同步性(xìng)。 除此之外,為了確保工件軸和刀具軸之間的運動速度保持協調性,工作軸的速度需要由刀具軸、其他進給(gěi)軸(zhóu)等速度進(jìn)行聯合控製。
3.3 通信功(gōng)能模塊
通信功能模塊的主要任務是將 ARM 當中的數(shù)據(jù)通過轉換之後發放給 DSP。 例如,PLC 程序數(shù)據、NC 程序數據以及動靜態參數等的(de)信息傳(chuán)輸。
與(yǔ)此同時, 通信模塊還需(xū)要負責把DSP 當中的編碼器信息數(shù)據進行反(fǎn)饋 ,並借助 PLC 進 行執行 ,檢測執行狀(zhuàng)況, 並根據執行狀況以及報警參數等對信息數據進行及時處理(lǐ)。
3.4 加工監控模塊
加工監控模塊主要可以劃分為加工圖形監控、 報警信息監(jiān)控以及機床狀態監控三種。 加(jiā)工圖形監控主要是包含對坐(zuò)標數據、每一個數控軸的工作(zuò)誤差等進行監控。 報警信息監控則是包括報警信息、 報警之後的自(zì)我(wǒ)診斷(duàn)以及曆(lì)史報警信息的查詢等。 機床狀態監控是對機床及其附件環節的項目監控(kòng)。
4 、嵌(qiàn)入式齒(chǐ)輪加工數控係統的編程探討
齒(chǐ)輪加工當中滾(gǔn)齒加工是最為常見且常用的一種方(fāng)式,有著徑向(xiàng)、軸向、徑向軸向(xiàng)、切向以及對角等多種加工方式。 其中, 軸(zhóu)向滾切的方(fāng)式主要是應用在加工圓柱齒輪以及圓錐齒輪等外齒輪當中, 所以後續以軸向滾切的方式作(zuò)為案例(lì)進(jìn)行探討。
①建立數學模型。 明確滾齒的對刀點。 為(wéi)了保障(zhàng)工(gōng)件的加工精確度,規(guī)避切入時間和空行程時間過長(zhǎng)等問題,對於對刀(dāo)有著方便、準確的要求。 在加工過程中,需要將滾刀(dāo)對準齒胚上的頂麵,然後在 Z 方向的位置(zhì)明確 X 軸(zhóu)的具體方向和位置。在對刀的過程中,在滾刀進到齒胚的時候,需要先讓齒胚運動一周之後再進行進(jìn)刀,從而確保運動的(de)正確性;
②明確滾刀的加工軌跡以及計算具體坐標。 以軸向(xiàng)滾切法為例,運動軌跡見圖 1。 從(cóng)圖 1 可以直接(jiē)發現,滾刀的運動軌跡是根據 0、1、2、3、
4、1 的方式進行
滾(gǔn)刀的起點位置在機床的零點 ,之後快速移動到 1,並切除全齒寬 2,滾刀軸向運(yùn)動位置到 3;②退刀位置到 4,一次性進給刀完成(chéng)加工。 對此,可以發現軌跡位置(zhì)主要有 5 個。 但是,在實際加(jiā)工過(guò)程中,會因為加工齒輪類型的不同,在關鍵位置及(jí)其數量也會存在明顯的差異
,需要按照實際情況選擇。
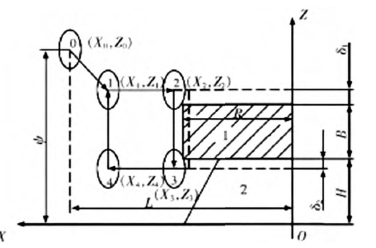
圖 1 軸向滾切法的滾刀運動軌跡
一般情況下, 需要在加工之前對滾(gǔn)齒加工過程中(zhōng)的功能需求進行(háng)分析和總(zǒng)結,基本明確(què)編程模塊的主要參數、參數(shù)檢查以及參數處理等過程。 首先, 需要建立齒輪參數的輸入界麵、滾刀參數輸入界(jiè)麵(miàn)以及工藝參(cān)數界麵等信息的準確性,以便於(yú)操作人員能夠及時對齒輪(lún)參數進行核對。 為了確保輸入的參數能夠滿足齒輪加(jiā)工的需求, 自動編成編程模塊可以在操作者輸(shū)入參數之後自動檢查參數是否(fǒu)存在錯誤, 並且這一功(gōng)能模塊還(hái)能夠及時提醒用(yòng)戶數據是否存在錯誤以及錯誤的原因,直到操作者能(néng)夠輸入正確的參數為(wéi)止。
參數的處理主要是滾刀加工(gōng)軌跡以(yǐ)及加工(gōng)關鍵點的(de)處理以及分析, 並將處理的結果生成數控代碼,同時對程序的代碼進行(háng)翻譯,生成能夠應用(yòng)到 DSP 的信息數據, 並借助通信模塊翻譯之後發送到DSP 的緩存區 ,為(wéi)後續的刀具運行提供準備(bèi) 。
5 、結 語(yǔ)
綜上所述, 嵌(qiàn)入式的齒輪加工數控係統具備非常多的優勢,其在製造業的應用中能(néng)夠展現許多的(de)特點,可以實現降低材(cái)料的去除(chú)率、降低加工時間以及控製加工成本等效果。 在實際的應用中, 嵌入(rù)式的齒輪加工數(shù)控係統仍然可能因為各(gè)種因素而(ér)遭受影響(xiǎng),例如在滾齒自動編程方麵需(xū)要持續改進,將自動(dòng)編程技術真(zhēn)正應用到滾齒的加工環節當中, 為今後(hòu)齒輪加工控(kòng)製係統的精(jīng)度提供相應基礎。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點(diǎn)
| 更多
")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出(chū)口情況(kuàng)
- 2024年11月 基(jī)本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年(nián)10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年9月(yuè) 新能源汽車銷量(liàng)情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
博文選萃
| 更多
- 機械加工(gōng)過程圖示
- 判斷一台加(jiā)工中心精(jīng)度的幾種辦法
- 中走絲線切(qiē)割機床的發展趨勢
- 國(guó)產數控(kòng)係統和數控(kòng)機床何(hé)去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了十多(duō)年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造(zào)業大逃亡
- 智能時代,少談點智(zhì)造,多談點製造
- 現實(shí)麵(miàn)前,國人沉默。製造業的騰飛,要(yào)從機床
- 一文搞懂數控車(chē)床加工刀(dāo)具補(bǔ)償功(gōng)能
- 車床鑽孔攻螺紋加工方法及(jí)工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別