


VDF-850 加工中心主軸單元結構分析
2017-5-31 來源:湄洲灣職業技(jì)術學院 作者:齊曉霞
摘要:作為數控機床最主要的(de)功能部件,主軸的(de)性能對加工中心的安全及精度起(qǐ)著決定性作用。本文對VDF-850 立式加工中心的主軸結構進行詳細分析,並采用丹麥必凱公司的檢測裝置完成對主軸的振動(dòng)響應(yīng)試(shì)驗,進而判斷引(yǐn)起主軸振動的振源。
關鍵詞:加工中心 主軸 振(zhèn)動 響應
引言
主軸作為加工中心的功能部件,是整套裝備中最重要(yào)的(de)一種(zhǒng)配件。它和(hé)刀(dāo)具一起(qǐ)將主軸的轉動轉換(huàn)為工(gōng)件的軸向移動,製成零件成品(pǐn)。主軸單元作為加(jiā)工中心的關鍵性單元,包括(kuò)主軸、軸承、裝在主軸上的傳動帶輪、自動換刀及準停裝置等。加工中心的轉速(sù)高,功率大,在加工時(shí)不(bú)能進行(háng)人工調整。這就要求主軸具有(yǒu)更好的回轉精度、抗(kàng)振性能、熱(rè)穩定性能、有(yǒu)較高的結構剛度及精度的(de)保持性[1]。主軸單元的工作性能對數(shù)控機床的功能性質、零件(jiàn)品質及加工效率有著非(fēi)常明顯的作用。
1.主軸(zhóu)單元結構分析
1.1 主軸單元主傳動
主軸的傳動單元將(jiāng)電機的回轉(zhuǎn)運動(dòng)轉(zhuǎn)換為(wéi)刀庫軸的扭矩以及銑削力。因此,其變(biàn)速區間要大,確保在零件加工時有適合的切削量(liàng);主軸單元要有優良的抗振動能力、受熱及受力時的(de)形變能(néng)力,以確保產(chǎn)品的精(jīng)密度。VDF-850 立式加工中心主傳(chuán)動采用 FANUC 交(jiāo)流(liú)伺服電機驅動,電機通過齒數比為 1:1 的齒形帶直接帶動主(zhǔ)軸,通過改變主、從動帶(dài)輪直徑改變轉速和轉矩。主電機的角位移量通過(guò)光電編(biān)碼器的光電轉換變為電脈衝當量,輸出到數控係統,確保主軸的剛性攻絲及準停。
1.2 主軸支承結構
主軸的(de)支承件是主軸係統的主要部(bù)件,主要指軸承及軸承座,其中軸承是中(zhōng)心。采用滾動軸承的支承轉速和載荷的變化範圍大(dà),有一定(dìng)過盈(yíng)量時也能穩定轉(zhuǎn)動,旋轉精度高,但是剛(gāng)度不穩定,容易振動。滑動(dòng)軸承的支承抗振動性能好,轉動過程平穩,但是(shì)製造(zào)和維修困(kùn)難。VDF-850 加工中心(xīn)中,主軸的(de)前軸承是兩(liǎng)個串聯使用的主軸專用精密 P4 級角接觸軸承,型號為 7012A5TYSUMP4,主要承受較大的切削力。後軸承是(shì)用兩個背對背配置的精密 P4 級高速滾柱軸承,型號為 7011A5TYSUMP4,主要承受轉矩。高速精密(mì)角接觸軸(zhóu)承的質量輕、膨脹係數低、硬度高,使其高速運轉時的離心力(lì)及熱溫升減少(shǎo),轉速得以提高,達到 8000r ﹒ min-1。
1.3 主軸端(duān)部
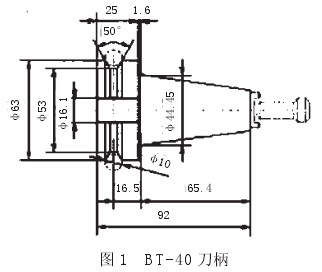
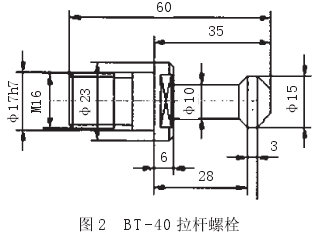
主軸(zhóu)的(de)前端用於裝(zhuāng)夾銑刀,這就需要精確的定位,裝配要牢靠且拆裝簡單容易,能(néng)夠傳送(sòng)轉矩。VDF-850 加工中心主軸前(qián)端(duān)有 NO.40(錐度為 7:24)的錐孔,用於裝配刀杆,於錐形孔內進行定位(wèi)。主軸部(bù)件的端麵鍵將主(zhǔ)軸(zhóu)的回轉運動傳給刀具軸。刀柄及拉杆螺栓見圖 1、圖 2。
2.主(zhǔ)軸空轉試驗分析
2.1 試驗方案
僅運(yùn)行(háng)主電動機(jī),做主軸的(de)響應試(shì)驗。使主軸(zhóu)轉速從 45. r·min-1開 始 到 最 高 轉(zhuǎn) 速 8000 r·min-1結 束, 以200 ~ 500r·min-1的轉速級差進行空(kōng)轉,每級轉速的運轉時間最少為 2 分鍾,在最高轉速時運轉時間至(zhì)少為 30 分鍾,測試時主軸軸承溫度值不能超過 60°。測量主軸前支撐位置在不同轉速下沿 X 軸、Y 軸、Z 軸的振動加速度響應[2-3]。對(duì)測試所得信號進行(háng)頻譜(pǔ)分析,判斷振動是因係統內部回轉零件不平衡(héng)引起(qǐ)的還是因傳動(dòng)係(xì)統外的(de)其(qí)他振源引起的。將連接主軸和主電機的同步帶去掉,斷開主傳動係統後再進行響應試驗,進一步(bù)確定外部振源的存在性。若是一直存在某一個振動頻率,則可(kě)以認定振動是由外界源(yuán)引起的。
2.2 試驗條件
響應試驗使用的是丹麥必凱公司的一套檢測裝置。在主(zhǔ)軸箱前軸(zhóu)承處安裝對環境噪聲敏感度較低的微型加速度計,連接 PULSE 平台的 3560B/C/D 型數據采集前端,再與筆記本電腦點對點直連,組成振動實驗測試係統。測(cè)試係統簡圖(tú)如圖 3 所示
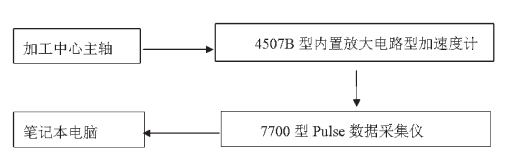
圖 3 振動測(cè)試係統簡圖(tú)
通 過 7700pulse 分 析 係 統 的 快 速 傅 裏 葉 變 化(Fast FourierTransform)分析(xī)儀完成采樣參數的設置(zhì),如(rú)圖 4、圖 5 所(suǒ)示。根據(jù)奈(nài)奎斯特采樣(yàng)定理,采樣率應大於被測信號頻率的 2 倍,才能避免頻率混疊現象,帶寬越大,所能顯示的信號頻率分(fèn)量越豐富,也就能更加(jiā)接近真實的信(xìn)號波(bō)形。FFT 分析儀在測量主軸的振動信號時所(suǒ)需的最小帶寬,被測信(xìn)號最快上升時間為 25ms(10%~ 90%):最高信號頻率f=0.5/25ms=200Hz,示波器帶寬 Span=1.0×200Hz=200Hz

VDF-850 主軸的轉動速率在 3000r·min-1以下時,確定分析帶(dài)寬為 Span=200Hz;在 FFT 分(fèn)析儀中,采樣頻率(lǜ)Fs=2.56Span,此時采樣頻率為 Fs=512Hz。當主軸轉速超(chāo)過(guò)3000r·min-1時,確定分(fèn)析(xī)帶寬 Span=400Hz,取采樣頻率Fs=1000Hz。
2.3 試驗結果分析
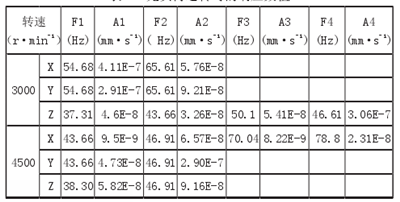
在進行響應檢測(cè)試驗前,應令主軸無負荷轉動 30 分鍾以上。轉速從 1000r·min-1開始到最高轉速 8000r·min-1結束,以 500r·min-1為間隔逐(zhú)步升高,采集主軸箱前軸承(chéng)處在不同轉速下的振動參(cān)數。由 B & K 公司的 Pulse 測量係統顯示並記錄(lù)所得數據,收集到的部分(fèn)轉速下(xià)的振動數據見表 1。
表 1 無負荷運轉時的響應數值
從檢測試驗獲得的(de)響應數值即可斷定(dìng):
(1)在主軸的前支承處沿徑向的(de)振動速率達到(dào)極大值;
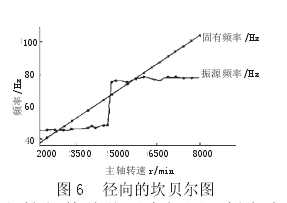
(2)從圖6可知,主軸轉速(sù)在1000~4800r·min-1時出現頻率為(wéi) 44.68 ~ 48.64Hz 的振動;當轉速在 4900 ~ 8000r·min-1 時,出現頻率(lǜ)為 75.19 ~ 77.64Hz 的(de)振動。上(shàng)述兩個頻率的振動應該是外部(bù)源引發的。
VDF-850 主軸部件總共兩個振源,頻(pín)率為 47.68Hz 和75.19Hz 左右,主(zhǔ)軸結構在這兩個頻(pín)段內可能存在薄弱點。VDF-850 加工中心主(zhǔ)要動力源有主軸電機和冷卻泵電機,相(xiàng)關參數如表(biǎo) 2 所示。
表 2 VDF-850 使用電(diàn)機的參數
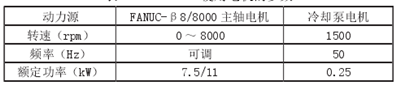
從 VDF-850 加工中心(xīn)電機的參數(shù)可知,冷卻泵電機的頻(pín)率為 50Hz,與 44.68 ~ 48.64Hz 相接近,是振源(yuán)之一;從主軸轉速 - 頻率圖來看,轉速在 4800r·min-1以下出現頻率為44.68 ~ 48.64Hz 的振動;轉速高於 4900r·min-1後,出現頻率(lǜ)為 75.19 ~ 77.64Hz 的振動,與冷(lěng)卻泵電機的頻率沒有關係。
3.結論
通過對 VDF-850 加工中心進行主軸空運轉(zhuǎn)試驗,分析試驗結(jié)果發現:
(1)機床在空轉時存在頻率為 44.68 ~ 48.64Hz 和75.19 ~ 77.64Hz 的兩個(gè)強迫振動。
(2)冷卻泵電機的自然頻率是 50Hz,與空轉(zhuǎn)響應試驗中出現的頻率 44.68 ~ 48.64Hz 相差不大,可(kě)認為冷卻泵電機是引起機床主軸振動(dòng)的振源之一(yī)。
(3)機床主軸在頻率為 75.19 ~ 77.64Hz 的區間存在薄弱模(mó)態。
投(tóu)稿箱:
如(rú)果您有機床行(háng)業、企業相關新聞稿件發表(biǎo),或進行資訊合(hé)作,歡(huān)迎聯係本網編輯(jí)部, 郵(yóu)箱:skjcsc@vip.sina.com
如(rú)果您有機床行(háng)業、企業相關新聞稿件發表(biǎo),或進行資訊合(hé)作,歡(huān)迎聯係本網編輯(jí)部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多
")
行業數(shù)據
| 更多
- 2024年11月 金屬切(qiē)削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本(běn)型乘用(yòng)車(轎(jiào)車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削機床產量數(shù)據(jù)
- 2024年10月 金屬(shǔ)切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產(chǎn)量數據
博文(wén)選萃
| 更多(duō)
- 機械加工過程圖示
- 判斷一台加工中(zhōng)心精度的幾種辦(bàn)法
- 中走絲(sī)線切割機床的發展趨勢(shì)
- 國(guó)產數控係(xì)統和數控機床何去何從?
- 中國的技術(shù)工(gōng)人都去哪裏了(le)?
- 機械(xiè)老(lǎo)板做了十多(duō)年,為(wéi)何還是(shì)小作坊?
- 機械(xiè)行業最新自殺性營銷(xiāo),害(hài)人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談(tán)點製造
- 現實(shí)麵前,國(guó)人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床(chuáng)鑽孔(kǒng)攻螺紋(wén)加(jiā)工方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝的(de)區別