


1 、零件概(gài)述(shù)
1.1 通常把L/D 大於20 就定位於細長活塞杆,此項目的比值大於90。為典(diǎn)型的細(xì)長活塞杆,此類零件在加(jiā)工中切削力、重力、頂尖頂緊力和(hé)熱變形的作用(yòng)下,橫向的細活塞杆很容易產生彎曲、橢圓(yuán)等現象。要提高細長活(huó)塞杆的加工精度,就(jiù)需要控製加工工藝,合理選擇刀具、切削參(cān)數和必要的輔助工裝等。
2 、加工難(nán)點分析
2.1 細長軸(zhóu)變形控製
(1) 毛坯直線度校直,活塞杆雖然(rán)回火後進行了校直處(chù)理,由(yóu)於工件過長、應力的釋放、中途吊裝轉運和自(zì)身重量的因素,活塞杆會產生一(yī)定的變形,到車床上校調中直線度會(huì)產生30-40mm 左右弧形, 本次采用(yòng)氧氣(qì)加乙炔對凸起的部(bù)位進行高溫烘火,利用800 多度(dù)的高溫(wēn)軟化局部組織(zhī),靠活塞杆本身的自重或者(zhě)重物錘壓的方法對局部校直,在整枝校直期間采用了滾輪(lún)旋轉法,5 付(fù)滾輪擺放在(zài)調整好(hǎo)的墊鐵上,在校調時,通過對凸起(qǐ)部位的烘火加旋轉活塞杆來控製直(zhí)線度,把毛坯20 米的活(huó)塞杆直線度控製在10mm 以內。
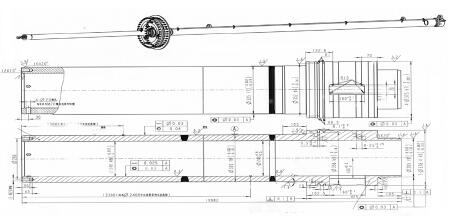
1-1 零件圖紙
(2) 車床上直線度的找正(排擋的車削),因為粗車時活塞杆的自重和旋轉時的離心力等現象,所以不可能用常規的一夾一頂的(de)方案,隻能用中心架支撐,所以(yǐ)對(duì)排擋的要(yào)求較高,由於此活塞杆過長,需3 個中心架支撐(chēng)。本次采用自(zì)製的調整器工裝方案處理(見圖2-1),調整器的外(wài)圓架在車床的中心架上,通過調整器上6 隻M24 的螺栓來(lái)調節活塞杆的中心,選用YT15-90°焊接偏車刀車削排擋位置。
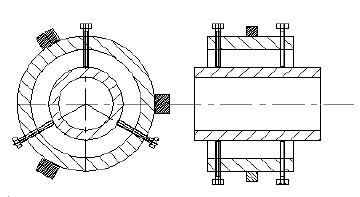
圖2-1
(3) 車削細長工件車削采用一(yī)夾一頂的形式,中間(jiān)配中心架(jià)或者跟刀架車削,在通常的車削時是會產生熱量致使工件(jiàn)軸向伸長(熱變形),隨著加(jiā)工時(shí)的溫(wēn)度(dù)的升高,工件直徑脹大,待工件冷卻後則形成圓柱(zhù)度和直線尺寸的(de)誤(wù)差,用頂尖車削時,熱變形將使工件(jiàn)伸長,導致工件彎曲變形,加工後(hòu)將產生圓柱度誤差。由於45 鋼:在20——100° C 時,線膨脹係數為:11.59×10^-8(C^-1),加工(gōng)時可能會出現(xiàn)的伸長δ= 熱膨脹係數× 總長度*× 溫度變化;δ=11.59×10^-8(C^-1)×19980×100 ≈ 24mm。為了防止出現以上(shàng)可(kě)能出現的現象(xiàng),本次采用反向車削法,左端四爪卡盤卡爪上墊小(xiǎo)銅塊,減小加緊時(shí)的接觸麵積(jī),避免夾緊時產生(shēng)彎曲力距,配(pèi)合中心架和跟刀架同時使用,增大切削液的(de)濃度和流量,降低切削速度,切削量控製在3mm 以內;尾座頂尖選用彈性頂尖,在活塞杆切削產生熱膨脹時頂尖自動後退,可避免熱膨脹引起的彎(wān)曲變形。
2.2 刀具的影響
(1) 粗車時(shí)車刀後刀麵α 角度不易(yì)過大,控製在小於3°,副後刀麵夾(jiá)角α1 小於5°,刀尖需修磨R2 的圓(yuán)角。因(yīn)為粗車時活塞杆切削量較大,旋轉(zhuǎn)時的離心力,所以,粗車(chē)時會產生斷續切削,產生振動,刀具容易崩碎,所以對刀具(jù)的角度(dù)的選擇尤為重要。本次選擇的(de)角度α< 3°,α1 < 5°,保證了刀具的強度,改善切削刃受力狀(zhuàng)況和散熱條件,提高切削刃強度和抗衝擊能力,在車削時刀尖高度高於工件中心0.5mm,有利於正(zhèng)常的車削加工,可(kě)有效預防崩刀和振動等現象。
(2) 精車、半精車時選擇前角為6°,主(zhǔ)偏角95°,副偏角5°,刀刃角5°的(de)鍍鈦硬質合金(jīn)機夾車刀,采用以上刀具,可以減小切屑被切下時的彈性變形和切屑流出(chū)時與前刀麵的摩擦阻力,減小切削力和切(qiē)削熱;提(tí)高切削刃強度和抗衝擊能力,在車削時刀尖(jiān)高度高於工件中心0.5mm,有利於正常的車削加工,可有效防止振動等現象.
(3) 切削參數的選擇
①轉速n 的選擇,粗車時硬質合金車刀Vc 選擇60m/min, 轉速n 為83r/min;精車和半精車時選擇鍍鈦硬質合金機夾車刀Vc 選擇90m/min, 轉速n 為130r/min。
② 背吃刀量(liàng)(ap)=(dw-dm)/2, 粗車(235-225)/2=5mm; 半精(jīng)車(chē)(225-222)/2=1.5mm; 精車(222-220.6)/2=0.7mm,留磨(mó)量0.6mm。
③進給(gěi)量(F)粗車:F=n*f=83*0.2= 16.6mm/min;半(bàn)精車和精車(chē)F=n*f=130*0.1= 13mm/min。
3 、結束語
細長活塞(sāi)杆車削加工在液壓啟(qǐ)閉(bì)機行業是較為常見(jiàn)的一種加工方式。由於細、長剛(gāng)性差,車削時產生的離心力、熱變形等因素,很難保證加工(gōng)質量。通過采用合理的(de)加工工藝,合適的工(gōng)裝,選擇適當的刀具和切削(xuē)參數,可以保證活塞杆的加工質量。通過本次(cì)對迪斯尼超長油缸的加工,認識到(dào)加工(gōng)超(chāo)長活塞杆中承在的問題,本次得到了處理,為以後加工更(gèng)大更長的超大型液壓啟閉機做準備(bèi)。
如果您有(yǒu)機床(chuáng)行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據