


EMAG 矢量磨削: 曲軸(zhóu)生產的一個重大飛躍
2016-2-16 來源:EMAG 作者:EMAG
當前在汽(qì)車生產中,對質量檢驗的重視程度越來越高。 汽車製造業麵臨的持續上升的競爭(zhēng)壓力、更加嚴格的法律規定以(yǐ)及為了避免代價(jià)高昂的召回事件等各方麵諸多的考量已經成為汽車製造業未來發展的基調。 例如,據汽車管理(CAM)中心統計,僅在2014年德國就(jiù)有超過190萬輛汽車被執行召回。 麵對這種局麵,各(gè)個領域的製造商們不得不加緊改進他們的生產工藝(yì),特別是改進發動機結構的生產工藝。 其中曲軸就是一個典型的例子: 這種核心組件在未(wèi)來需要承擔的穩定性(xìng)更(gèng)高,才能將結構更加緊湊的發動機的特定輸出傳送到齒輪上。 為此,采用高精密的磨(mó)削工藝至關(guān)重要。 在這種情況下(xià),EMAG磨削專(zhuān)家的一項新技術,為汽車製造商們開(kāi)啟了全新的可能性: 矢量磨削大大削(xuē)減了(le)複雜(zá)的曲軸磨削加工的加工成(chéng)本。
目前汽車生產的規(guī)劃人員正試圖“辦他們做不到的事”: 一方麵,由於殘酷的競爭形勢需要降低生產(chǎn)成(chéng)本,但另一方麵,對於許多有高質量和安全要求的部件來說,在技術和幾何形(xíng)狀方(fāng)麵正麵臨更嚴格的要(yào)求。 當然,規劃人員也正在尋找可利(lì)用的工廠和機械設備: 如何應用新的解決方案實現更(gèng)高效的生產,以便與技(jì)術進步保持同步?
以卡車曲軸(zhóu)為例
曲軸加工是這一(yī)挑戰的一個很好的例子。 整個發動機的(de)效率和穩定性取決於這一核心部件。 因此,各種軸承需要采用磨削(xuē)工藝進行精細地加(jiā)工,且精(jīng)度要達到微米要求。 特別是在卡車生產中,使用的技術必須服從於苛刻(kè)的要求,如卡車曲軸(zhóu)始終需要具有非常高的穩定性,這是(shì)由於其發動機要求具有較長(zhǎng)的運行時間。 因此,磨削此類曲軸(zhóu)時,需要進行精細的加工,這不僅是對連杆(gǎn)軸頸和主軸頸的端麵而言,而且還包括軸(zhóu)承麵和(hé)凸緣之間的圓角(半徑)的加工。 整個(gè)發動機的(de)核心(xīn)組件的(de)每個角落都需仔細加工才能(néng)成為一個完美(měi)的工件。對卡(kǎ)車發動機來說,必(bì)須使振(zhèn)動達(dá)到最小程度,從而才能保證(zhèng)運行的平穩,這是一個必(bì)要條(tiáo)件,而正是這(zhè)種特殊的質量要求,使其成為汽車製造商們正在(zài)遵循的一個模式。 由德國製造(zào)商製造的某些汽車已經配備(bèi)了(le)采用類似方式加工的曲軸。 而其支(zhī)承麵和半徑的組合磨削是特別具有(yǒu)挑戰性的。 一方麵,部件加工產生的(de)內部應力會引起部件尺(chǐ)寸的變化。 這就是(shì)為什麽(me)在耗時的初步磨削步驟之後要跟著進行精密磨(mó)削(xuē)的原因。 另一(yī)方麵,目前使用的技術涉及大量的砂輪磨損。 從圓角到平套環之間的轉換特別會對工具產生應力。 總而言之,軸(zhóu)承(chéng)麵和半徑的組合磨削不僅成本特別(bié)昂貴而且費時費力。
遵守(shǒu)各種磨削要求
位於德國Salach的(de)EMAG Maschinenfabrik公司磨削技術部的負責(zé)人(rén)Roland Schmitz對開始(shǐ)的情形這樣解釋(shì)說: “鑒於這一切,我(wǒ)們對到目前為止我們使用的複雜(zá)的工藝和各種技術,並基於我們開發出一種新技(jì)術,我們稱之為矢量磨削的技術,進行了全(quán)麵仔細的分析。 使用這種技術,難(nán)以執行磨削工作的主軸和連杆軸承的加工速度變得更快,因此,也更多地降低了成本。” EMAG的工程(chéng)師們的此項研發源於一個簡單的觀察發(fā)現: 汽(qì)缸(gāng)直徑的磨削和曲軸上的平凸緣的加工有著完全不同的要求。 在中央直徑通過多級(jí)加工(gōng)工藝(從粗加工到精加工,再(zài)到精細加工和拋(pāo)光加工)得到完美、平行的表(biǎo)麵的同(tóng)時,略顯粗糙的凸(tū)緣加工明顯需要較少加(jiā)工步驟。 該部件在加工過程中(zhōng)以特定的方式產生變形,使情況即使是(shì)對機械工程師來說變得更為棘手。 在直徑加工過程(chéng)中,會(huì)產生徑向彎曲。 因此,執行這種加工時需要降低功率。 而在加工平(píng)凸緣的過程中產生的軸向彎曲可(kě)忽(hū)略不(bú)計。 但是,這種不好的接(jiē)觸條件有引起過熱的趨(qū)勢,從而會使砂輪更快地磨損。
成功的關鍵: 精確的控製
“鑒於所有這些(xiē)差異,舉例來說(shuō)你可能特別想將(jiāng)直徑和(hé)凸緣的磨削加工嚴格地分離開來,以便能夠正(zhèng)確地調(diào)整磨削速度。 當然(rán),這樣就(jiù)會使加工過程減慢。 相反,我們的矢量磨削技術在一個單一的包(bāo)羅萬象的、複雜的加工過程中卻能合二(èr)為一。 我們分別(bié)控製磨削速度和各軸的運動,每個子程序都精確控製,” Schmitz說。 在(zài)最終結果中顯示出其得天獨厚的(de)優勢: 這種新的 EMAG技術能夠完成連杆軸承、主軸頸和套筒分離式軸承的(de)初步磨削加工,比經(jīng)常用於曲軸加工(gōng)的傳統的雙切入磨削大約節省三(sān)分之一的時間。 因此,一個帶有七個軸(zhóu)承的曲軸可以在20分鍾內(而(ér)不是(shì)以前的35分鍾)完全全部磨削,成為大批量生產曲軸的一個重大進展,最終使零部件的成本(běn)大大減少(shǎo)。 除此之外,精確的過程控製是降低工具成本的保(bǎo)證,因(yīn)為在過程的開始階段,通常是以較低的功率來加(jiā)工直徑的(de),以便(biàn)減少對(duì)砂輪(lún)的影響。 Schmitz對巨大的成本優勢證實說: “我們預(yù)計這樣會使每個部件削減三分之一的工具損耗。”
適合未來發展的(de)技術(shù)
自今年年初以來,EMAG已經將該項技術(shù)應用到矢量磨(mó)削(xuē)機上。 首批產品目前正用(yòng)於卡車生產中(zhōng)。 但是(shì),進行廣泛的汽車生產擴展並沒有什麽障(zhàng)礙。 Schmitz說道: “目前的趨勢正(zhèng)朝著我們的(de)技術應用方向發展(zhǎn),可以這麽說,因為(wéi)汽車發動機的小型化意(yì)味著最終會有更大的作用力施加到曲軸上。 因此,對零部件進行更廣泛的磨削(xuē)加工(gōng)將(jiāng)成為(wéi)必不可少的條件。 因為有了矢量磨削加工,使今天我們擁有了更高效的(de)技術。” 對(duì)於這樣的一種競爭(zhēng)優勢,EMAG的工程師們還打算將(jiāng)其運用到其零(líng)部件的加工中。 例如,針對凸輪軸和齒(chǐ)輪軸加工都會以相似的方式從矢(shǐ)量磨削技術中獲益。 “我們相信每種情況都有很多應用的可能性,” Schmitz有把握地說。
了解更多信息,請(qǐng)點(diǎn)擊(jī):www.emag-china.com
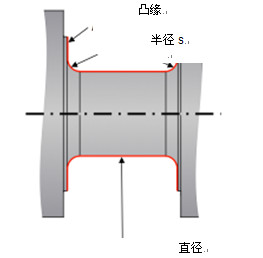
圖片: Infografik_Diagonalschleifen.pdf
嚴格(gé)的曲軸磨削加(jiā)工詳圖: 采用矢量磨削在一個嚴緊的加(jiā)工步驟中加工凸緣、半徑(jìng)和直徑。
重大飛躍")
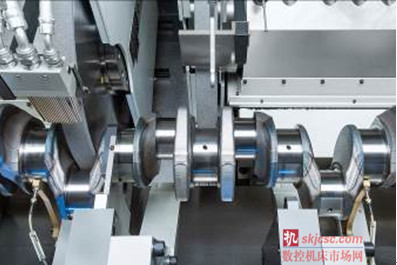
PM係列是一種模塊化係統(tǒng),可以根據需要加(jiā)工任(rèn)務的要求(qiú),與各種機(jī)床進(jìn)行配置。 圖(tú)片(piàn)顯(xiǎn)示的是PMD 320雙滑動曲軸磨床,用於加工長度達1500 mm的(de)卡車曲軸(zhóu)。
該全新的 EMAG技術(shù)能夠完成連杆軸頸、主軸頸和套筒分離式軸承的(de)初步(bù)磨削加工,比經常(cháng)用(yòng)於曲軸加工的傳統的雙切入磨削,大約節省三分之一的時間。

在一(yī)個單一的(de)包羅萬象的、複雜的加工過程中對直徑和凸緣執行磨削加工。
投稿箱:
如果您有機床(chuáng)行(háng)業(yè)、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行(háng)業(yè)、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬(shǔ)切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年(nián)11月 軸承(chéng)出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車(chē))產量數(shù)據
- 2024年11月 新能源(yuán)汽車(chē)產量數據
- 2024年11月 新能源(yuán)汽(qì)車銷量情況
- 2024年10月(yuè) 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量(liàng)數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月(yuè) 新能源汽(qì)車銷量情況(kuàng)
- 2024年8月 新能源汽車(chē)產量數(shù)據
- 2028年8月 基本型乘用車(轎(jiào)車)產(chǎn)量數據(jù)
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的(de)幾(jǐ)種辦(bàn)法
- 中走(zǒu)絲線切割機床的發展趨(qū)勢
- 國產數控係統(tǒng)和數控機床何去何從?
- 中國的技術工人都去哪裏了(le)?
- 機械老板做了十多年,為(wéi)何(hé)還是小作坊?
- 機械行業最新自殺性(xìng)營銷,害人害己!不倒閉才
- 製造(zào)業大逃亡
- 智能時代(dài),少談點智造,多談(tán)點製造
- 現實(shí)麵前,國人(rén)沉默。製造業的騰飛,要從機床
- 一文搞(gǎo)懂數控(kòng)車床加工刀具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝的區別