


負前(qián)角硬質合(hé)金插齒刀的(de)齒(chǐ)形誤差與齒(chǐ)形(xíng)角修正
2014-3-16 來源:數控機床市場網 作者(zhě):-
用插齒(chǐ)刀(dāo)切削加(jiā)工齒輪時,切削刃上下運動的(de)軌跡表麵與被加工齒輪齧合,故(gù)切(qiē)削刃在基麵上(shàng)的投影應為(wéi)漸開線才不會(huì)產生原理誤差。而插齒刀是有前角(jiǎo)和後角的,插齒刀的齒側表麵為(wéi)漸開螺旋麵,如插齒刀頂刃前角γ=0°,則(zé)前刀(dāo)麵齒(chǐ)形為漸開(kāi)線,不會引(yǐn)起加工齒(chǐ)形誤(wù)差;如頂刃前角γ<0°,則前刀(dāo)麵齒形為圓錐麵與齒(chǐ)側表麵的交線,切削刃在基麵上的投影已不是漸(jiàn)開線,故將引起齒形誤(wù)差(見圖1)。
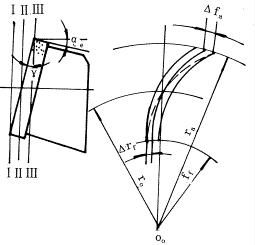
圖1 插齒(chǐ)刀前角引起(qǐ)的齒形誤差
如果(guǒ)以圖中Ⅱ-Ⅱ截麵中的漸開線(xiàn)齒形為基準,則在Ⅲ-Ⅲ截麵中齒頂的厚度每側減(jiǎn)薄Δfa,同理,齒根處(chù)將增大(dà)Δff,相當於分圓壓力角增大,這將造成較大的齒形誤差。
如圖2所(suǒ)示,通過插齒刀前端麵的頂刃作端截麵O-O,得漸(jiàn)開線CD,以O-O(基麵)為極坐標平(píng)麵,令(lìng)坐標(biāo)軸Ooy通過漸開線起(qǐ)點C,則漸開線的極坐標(biāo)方程為
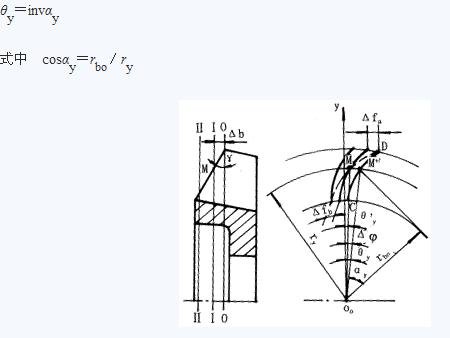
圖2 插齒刀齒形誤差分析
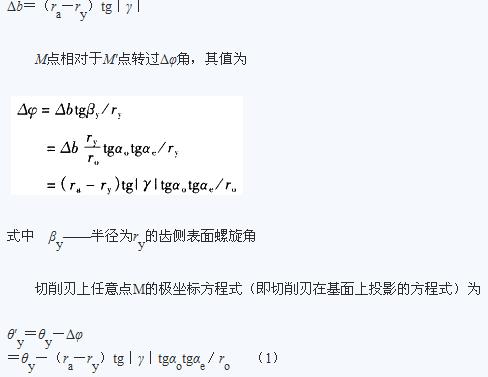
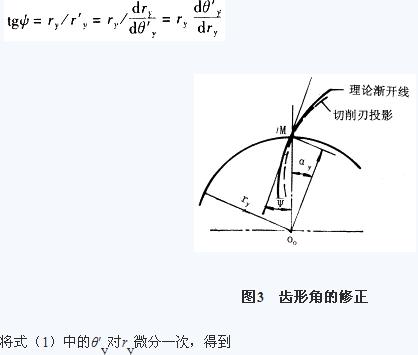
切削(xuē)刃在基麵上投影的方程式可通過以下方法求得。在切削刃上取(qǔ)任意點M,其半(bàn)徑為ry,截麵為Ⅰ-Ⅰ,離基(jī)麵O-O的距離(lí)為Δb,則有

投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信(xìn)息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新(xīn)能(néng)源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承(chéng)出(chū)口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據(jù)
- 2024年10月(yuè) 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新(xīn)能源汽車產(chǎn)量(liàng)數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多(duō)