



數控機床液壓鬆(sōng)拉刀機構故障處理
2023-12-21 來源(yuán): 昌(chāng)河飛機工業(集團)有限責任公司 作者(zhě):錢(qián)飛,劉駿,胡輝
[摘要]隨著機床自動化程度越來越高,越來越多的(de)采用自動換刀裝置。主軸鬆拉刀機構是實現刀具在主軸上自動(dòng)鬆開、夾緊的(de)核(hé)心部件,其控製複(fù)雜、使用頻率高,因(yīn)此主(zhǔ)軸鬆拉刀機構(gòu)故障(zhàng)是數(shù)控設備常(cháng)見的故(gù)障之一,主軸鬆拉(lā)刀動作主要涉及電氣控製、液壓(yā)回路(lù)、機(jī)械傳動等方麵,任何環節出(chū)現問題,主軸鬆拉刀動作都無法正常運行,數控設(shè)備無法準確執行換刀(dāo)動(dòng)作 [1]。文章根(gēn)據日常對數控設備的維(wéi)護(hù)保養(yǎng)經驗,從(cóng)鬆拉刀機構工作原理及典型維修案(àn)例入手,針對液壓控製方式主(zhǔ)軸鬆拉刀(dāo)機構使用過程中出(chū)現的問題進行分析,總結數控機床主軸液壓鬆拉刀係統典型故障的分析與處理方法(fǎ)。
[關鍵詞]數控機(jī)床 ;液(yè)壓控製 ;主軸係統 ;鬆拉刀機構
0、引言
數控機床是高精度自動(dòng)化設備,其中主軸鬆拉刀機構是機床的核心部件。機床主軸換刀過程中需要鬆拉刀機構實現刀(dāo)具的鬆開和夾緊,同樣,在切削加工時,為(wéi)防止刀具脫開更(gèng)需要鬆拉刀(dāo)機構進行刀具的夾(jiá)緊。主軸鬆拉刀機構一般采用氣動或液壓控製方式,液壓控製方式結構複雜,故(gù)障率高,維修難度大。因此,文章針(zhēn)對液壓控製方式(shì)的主軸鬆拉刀係統結構展開分析,總結典型故障的處理方法,為(wéi)此類鬆拉刀(dāo)機構日常保障(zhàng)和故障處理提供可靠的途(tú)徑方法,有效提升數控設備(bèi)運行(háng)過程中的(de)安(ān)全性及可(kě)靠性(xìng),縮(suō)短設備故障停機時間。
1、數控機床主軸(zhóu)鬆拉刀結(jié)構分析(xī)
要(yào)準確判斷分析主軸鬆拉刀機構出現故障(zhàng)的原因,首先要對此套機構結構原理及(jí)鬆(sōng)拉刀(dāo)的執行動作過程有一個(gè)深入了(le)解。液(yè)壓控製的主軸鬆拉刀機構,主要特點是配備了一套液壓係(xì)統,通過液壓驅動(dòng)完成刀(dāo)具的鬆開和夾(jiá)緊等動作,機械結構主(zhǔ)要由前端拉爪、頂杆、碟簧等部件組成,如圖1所示。

圖1 鬆拉刀(dāo)機構示意圖
具(jù)體動作執行過程 :鬆拉刀機構(gòu)液壓係統泄(xiè)壓(yā),碟簧(huáng)伸張並產生彈力,在碟簧彈力的作用下,將頂杆向後推,並(bìng)在頂杆後移動的同時,拉爪撐開卡爪並卡住刀柄(bǐng)卡(kǎ)槽,此時將刀柄拉緊(其中拉緊力由碟簧產生),以此實現刀具的夾緊,可有效防止加(jiā)工過(guò)程中突然斷電致使(shǐ)刀(dāo)柄脫落。液壓係統執行端為一單作用活塞缸,該(gāi)活塞缸活塞與頂杆後端相接,鬆拉刀機構(gòu)刀具放鬆時,油缸上腔進油,油缸靠近頂(dǐng)杆一側油腔接入回油,通過液壓係統施加壓力,油缸(gāng)活塞將頂杆向前推,碟簧被壓縮,拉杆(gǎn)頂出,拉爪收縮,刀柄此時鬆開(kāi)。其中,主軸鬆拉刀機構為判定(dìng)其執行動作是否到位,會在活塞杆上下移動的極限(xiàn)位置布置感應開關,用來檢測刀具拉緊和(hé)鬆開狀態 [2]。
2、主軸鬆拉刀故障典型案例介紹
2.1 案例1
故障現象 :一台五坐標立式加工中心,該設備在加(jiā)工過程中,出現主軸無法鬆刀故障現象。
該主軸鬆拉刀(dāo)機構通過液壓控(kòng)製,屬於常見的液壓鬆拉刀結構 :通過對該主軸液壓鬆拉刀結構進行分析,發現主軸(zhóu)在換(huàn)刀過程(chéng)中,由於鬆拉刀機構長時間頻繁動作,鬆(sōng)拉(lā)刀機構的拉爪(zhǎo)、拉杆、彈簧以及(jí)液壓控製係統(tǒng)(含液壓管路、電磁閥、活塞油缸、液壓泵等)出現磨損、劣化,從(cóng)而(ér)造成液壓鬆拉刀機(jī)構出現無法鬆刀的故障。可能(néng)原(yuán)因有(yǒu) :①液壓油泵壓力不夠。②液壓閥、管路堵塞。③液壓缸(gāng)存在泄漏引起(qǐ)鬆(sōng)刀液壓壓力不穩定。④刀(dāo)爪有(yǒu)異物導致刀(dāo)爪無法完全鬆到位,導致卡刀。⑤刀(dāo)爪伸出尺寸超出範圍。⑥碟簧存在缺陷,導致偶(ǒu)發鬆刀(dāo)過程中,碟簧伸張不(bú)完全,引起刀爪伸長值及(jí)拉力值(zhí)發生變化(huà)。為進一步確認故障產生的原因(yīn),采用以下方法進行(háng)逐一分析和排除。
(1)第一步。分析液壓控製部分(fèn) :無法正常(cháng)鬆拉刀可能是後(hòu)端活(huó)塞缸壓力不足,導致活塞無法運動引起的。通(tōng)過打開主軸防護(hù)罩(zhào),檢查液壓管路、液壓控(kòng)製(zhì)閥以及液(yè)壓缸本體是否存在泄漏情況。發現液壓管路沒(méi)有破損、彎折,油缸無泄漏,基本排除(chú)因油(yóu)液外漏造(zào)成壓力(lì)不穩的原因。
(2)第二(èr)步。檢查油(yóu)液壓力 :測試(shì)送拉(lā)刀動作,發現主軸鬆刀狀態中,液壓油泵輸出壓力12MPa(主軸標準鬆刀壓力 14MPa),略小於標準值,初步(bù)懷疑是液(yè)壓(yā)閥阻塞所引起主軸鬆刀壓力過低。於是將液壓閥進行拆卸清洗,清除閥組內部異物。重新安裝後,主軸送拉刀壓力為14MPa,但仍然無動作,基本排除是鬆拉刀機構液壓係統造成(chéng)的問題。
(3)第三步。①檢查拉刀機構機械結構,檢查主軸拉爪,對主軸拉爪內(nèi)異物進行清理,防(fáng)止鬆拉刀出現(xiàn)卡滯。②檢查測量(liàng)刀爪伸長值和拉力值發現,刀爪伸(shēn)長值為(wéi)10.8mm,超出刀爪(zhǎo)伸長值標準(zhǔn)範圍10.5±0.1mm。因此對刀爪進行調整(zhěng),調整後測量(liàng)刀爪(zhǎo)伸長值 10.6mm,拉刀力值(zhí)為25.4kN(範圍22 ~ 34kN),均符合要求,如(rú)圖2所示。

圖2 拉刀力測試
通(tōng)過對上(shàng)述機械結構進(jìn)行調整後,對主軸拉爪機構進行檢查試運行,經過多次換刀(dāo)測試(shì),主軸鬆拉刀正常,數控係統未出現報(bào)警(jǐng)現象,故障排除,設備(bèi)恢(huī)複正常(cháng)。
2.2 案例2
故障現象 :一台橋式龍門(mén)五坐標加(jiā)工中心在加工過程中,其主軸裝置無法正常鬆拉刀,無法完成換刀動作,設(shè)備無(wú)法正常加工(gōng)使(shǐ)用(yòng)。
該橋式龍門五坐標加工中(zhōng)心機床配置的是電主(zhǔ)軸,其鬆拉刀裝置采用液壓方式驅動、碟簧拉緊的控(kòng)製方式,但與一般鬆拉刀結(jié)構(gòu)不同的是(shì)其采用了氣液增壓、蓄能器儲備壓力的控製方式,正常情況下(xià)由氣液增壓泵將(jiāng)壓力增加到需求壓力,同時壓縮蓄能器進行壓力儲備(bèi)。當(dāng)鬆刀時(shí),蓄能(néng)器中壓力輸出,通過控製(zhì)電磁閥開啟(qǐ),油液作用於主軸鬆刀油缸,將拉杆向前推,撐開拉爪,產(chǎn)生鬆刀動(dòng)作。
當拉刀時,電磁閥關閉。而氣液增壓泵形成獨立的(de)控製(zhì)係統,用於保持蓄能器壓(yā)力穩定,當(dāng)壓力低於額定壓力(lì)時,增壓泵工作(zuò)將壓力補充到額定(dìng)壓力。氣液增壓泵工作(zuò)原(yuán)理類似於壓力增壓器,通過壓縮空氣對橫截麵積(jī)較大的活塞施加(jiā)一個很(hěn)低的壓(yā)力,當此壓力(lì)作用於另一個小麵積活塞上時,會產生(shēng)一個高壓。通過一個二位五通氣動換向閥換向工作,增壓泵能夠(gòu)實現連續運行。由(yóu)單向閥控製的高壓柱塞不斷的將(jiāng)液體單向排出,增壓泵的出口壓力大小與壓縮空氣驅動壓力有關。當驅動(dòng)部分和輸出液(yè)體部分之間的壓力達到平衡時,增壓泵會停止運行。當輸(shū)出壓力(lì)下(xià)降或壓縮空(kōng)氣驅動壓力增加時,增壓泵會自動啟(qǐ)動運行,直到再次達到壓力平衡後自動停止,同時(shí)采用單氣控非平衡氣體(tǐ)分配閥來實現泵的自動(dòng)往複運動。
氣液增壓缸運行過程中(zhōng)分為3個行程階段,如圖3所示。
(1)預壓行程階段。P4進氣 P1排(pái)氣,增壓缸前軸下(xià)降,預壓完畢。
(2)增壓行程階段。P3進氣 P2排氣增(zēng)壓缸活塞下降,進行增壓。
(3)回程階段。P1/P2 進氣,增壓缸活塞前軸回(huí)位,此刻動作完成。
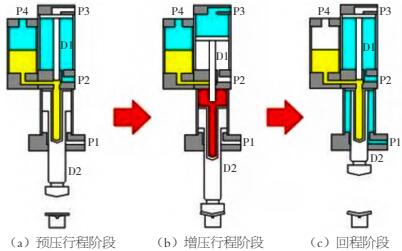
圖3 氣液增壓缸動作原理圖(tú)
氣液增壓缸則是將一油壓缸與增壓器作(zuò)一體式結合(hé)的(de)機構,使用壓縮空氣作為動力源,利用增壓器(qì)內部(bù)活塞(sāi) ;兩端大小不同截麵麵積輸出(chū)不同壓力,其基本遵循帕斯(sī)卡能(néng)量守衡原理,因為壓力不(bú)變(biàn),當受壓麵積由大變小時,則壓強也會變化,從而達到將氣壓提高數十(shí)倍的效果。
針對(duì)設備本次出現(xiàn)無法正常鬆拉刀的故障,通過對液壓控製係統進行檢查,發現增壓泵無法產生(shēng)壓力。將增壓泵進行拆卸分解,對部件逐一檢測、排查,發(fā)現主要原因是 P2 與 P3 腔體之間(jiān)密封(fēng)件出現磨損,導致增壓過程中,在(zài) P3送(sòng)入壓縮空(kōng)氣後,氣體出現(xiàn)泄漏,大部(bù)分壓力從 P2口泄壓,無法(fǎ)推動 D1活(huó)塞運動,導致最終無法進(jìn)行增壓。由於增壓過程沒有完成,壓力達不到係統所設定壓力,無法推動換向閥(fá)換向,不能進入下一個動作,增壓(yā)缸一直處於停止等待(dài)狀態,導致回路(lù)無法建立係統(tǒng)壓力。針對此情況(kuàng),將 D1活塞的密封圈進行優化改進,根據腔體尺寸將密封(fēng)圈作增厚處理,保證其能承受更大的壓力。對安裝改進(jìn)後的活塞密(mì)封進行泵的安裝測試(shì),經檢查並進行多次換刀測試,氣液增壓泵正常工作,液壓壓力(lì)表上顯示的液壓壓(yā)力值符合鬆拉刀(dāo)額定壓(yā)力要求,且壓力能長時間保持不變化(huà),同時電氣壓力(lì)檢測觸(chù)點可以達到高電平輸出信號,說明液(yè)壓係統壓力達(dá)到正常範圍之內,且經(jīng)過多(duō)次換刀試驗,設備均能(néng)工作(zuò)正常,說明該故障已完全排除,設備恢複正常。
3、結束語
數控機床主軸鬆拉刀機構屬於機床的關鍵部件,其可靠和穩定程度直接影響機床的加工(gōng)效率及零件的加工品質,但油液控製的鬆拉刀機構具(jù)有複雜程度高、故障率(lǜ)高、可維(wéi)修性差的特點,為機床的日常(cháng)維護帶來了一定的困(kùn)難。對於設備維護人員來說,需要(yào)熟悉其工作原理(lǐ),同時需加強設備的(de)日常保養,尤其是主軸鬆拉刀機構等核心部件保養工作,防(fáng)止核心部件非正常磨損、劣化,維持核心部件的(de)良好狀態,延長使用壽命(mìng),保證核(hé)心部件的性能指標。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年11月(yuè) 分地區金屬切削(xuē)機床產量數(shù)據
- 2024年11月 軸承出口情況(kuàng)
- 2024年(nián)11月 基(jī)本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車(chē)銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車(chē)產量數(shù)據
- 2028年8月(yuè) 基本(běn)型乘用車(轎車)產量數據
博文選萃
| 更多