



細長電動機軸加工中數控車床設備(bèi)的技術改(gǎi)進
2021-3-4 來源:中(zhōng)國萬達石油裝備 作者: 劉華三 劉建軍
摘要:主要(yào)介(jiè)紹了在數控車床加工細長電(diàn)動機軸時遇到的技術難題,通過對設備的技術改進,解決了此難題。
關鍵詞:數控車床;電動機軸;圓弧槽;尾座
我(wǒ)公司常年承攬(lǎn)細(xì)長電動機軸(見圖1)的加工業務,為響應集團(tuán)號召,我們不斷研究工藝方案,總結加工經驗,完善加工技(jì)術,從而(ér)大幅提升了產品(pǐn)質(zhì)量,提高了生產效率(lǜ)。根據客戶要求,圖1中電動機軸中間需(xū)要有(yǒu)圓弧槽的加工。現有加工設備是數控車床,數控(kòng)係統為日本發那科,在國內較為先進,但該設備行程較短(duǎn),無法對電動機(jī)軸中(zhōng)間圓(yuán)弧槽(cáo)進行加(jiā)工(gōng),針對這個難題,對現有設備進行了認真分析考證後,對尾(wěi)座進行了技術改進。
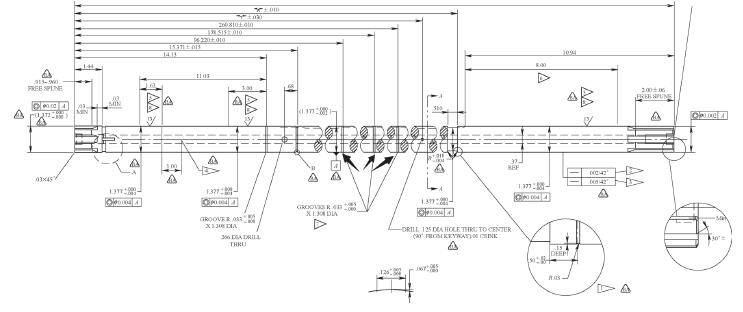
圖1 電動機軸
如圖2所示,該尾座套筒安裝一(yī)個浮動頂尖,通過6個(gè)沉頭螺栓固定。安裝浮動頂尖作用主要有2個:①通過中心孔,可以頂住長軸的另(lìng)一端,起到支撐固定(dìng)的作用。②通過配重,可以利用浮動頂尖加工偏心軸。另外,可以利用該頂尖調整設備的各項精度,如卡盤中心、導軌平行度及刀(dāo)架直(zhí)線度等。
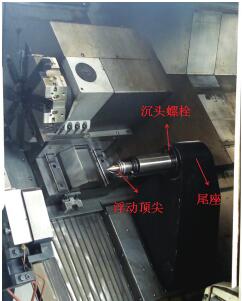
圖2 數控(kòng)車床尾座
對現有設備認真分析考證後,對尾座進行了技術改進,改(gǎi)進過程(chéng)為:①鬆開緊固(gù)的6個沉頭螺栓。②從尾座背麵將浮動頂尖整個從套筒(tǒng)中敲出,由於是(shì)過盈配合,需(xū)稍用力(lì)。③加工一個
圓環尼龍套,塞入套筒內。
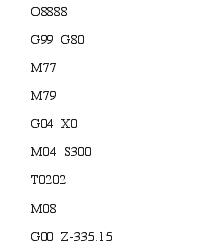
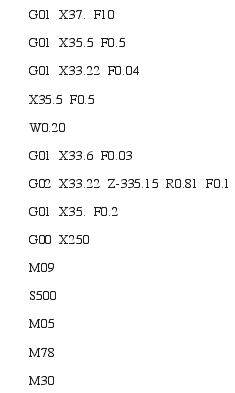
編製的加工程序為:
電動機軸加工過(guò)程為:①首先在劃線平台上(shàng)劃線,標出電動(dòng)機軸各圓(yuán)弧槽的位置。②編程,精確計算切削深度及加工位置,原則(zé)上,中心架閉合後,在靠近卡盤處進行加(jiā)工(gōng)。③將(jiāng)電(diàn)動機軸整個(gè)穿過套筒內孔,對線對刀後,將卡盤和中心架先後夾緊。④程序啟動,開始加工。⑤加工完成,鬆開卡盤和中心架,將電動機軸向前拖拽,加工下一個位置。
經(jīng)檢驗,各圓(yuán)弧槽位置精度與尺寸精度均在公差範圍內,符合圖樣要求,交付客(kè)戶後,得到客戶的好評。此數控車(chē)床的技術改進,拓寬了電動機軸加工的業務(wù)範圍,增加了市場的主動性和能動性,把電動機軸的(de)加工提升到一個(gè)嶄新的(de)高度,為市場的(de)重新定位打下(xià)了堅實基礎(chǔ)。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

")